商机详情 -
湖南特殊电池壳生产制造商
行车制动器应起制动作用。,它应同时具有方向控制和速度控制的功能。托盘车主要结构尺寸的制造允许范围应符合表1规定。。、硬管和连接件应能承受液压回路3倍的额定工作压力1min而不破裂且无异常现象。,进行长久性变形和损坏。000次试验后,应无长久性变形和损坏。,平均无故障工作时间不少于50h。试验后主要性能指标的变化值应符合表3的要求。主要关键件不应出现损坏、折断等严重故障,电气、液压系统不应出现失控及其他异常现象。。方向盘操作的托盘车原地转向操作力不应大于20N,左右转向作用力相差不应大于10N。、环保要求托盘车总电源应有钥匙开关装置。。(或运行电路)的紧急断电装置,电动机控制电路应装有过电流保护装置。。**大允许噪声值不应大于75dB(A)。。、转向电动机的工作电流不应大于电动机**大允许电流。。如盖板与蓄电池带电部分之间有绝缘层时,则其间隙至少应有10mm。绝缘层应牢固,以免在使用时发生绝缘层脱落或移动。,其余电气设备的绝缘电阻不应小于1kQ乘以蓄电池额定电压数值。托盘车应设置蓄电池或蓄电池箱约束装置。,在额定起重量的正常作业情况下,各部位应无渗漏油现象。1托盘车液压系统中应装有防止过载的安全阀。动力电池包柱形电芯的比较好换热方案——正和铝业蛇形弯管!湖南特殊电池壳生产制造商

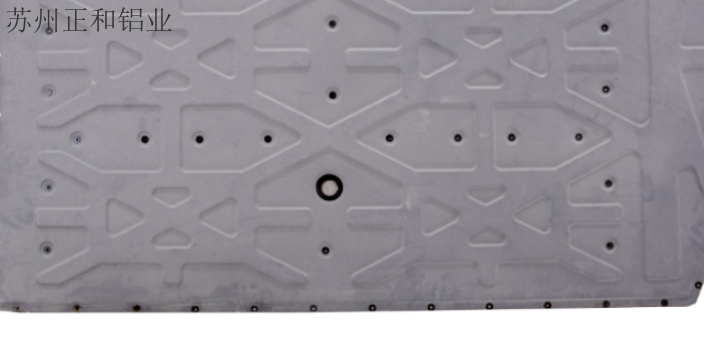
本实用新型的电池托盘主要由边框组件1、底板3以及设置在底板3前后两侧的前、后安装梁构成。其中,前安装梁21上设置有两条安装梁流道23,并通过边框1上与安装梁流道开口相对的部分处设置的水嘴5与外界的冷却管路连通,边框组件1上设置有主流道19,底板3上设置有与主流道19连通的副流道32,主流道19、副流道32和安装梁流道23构成完整的冷却通路。如图1和图2所示,本实施例中边框组件1包括左边框11和右边框12,左边框11和右边框12均由边框型材折弯而成,整体为u型结构,并且左边框11和右边框12结构左右对称,两边框在电池托盘的宽度方向上对扣连接,共同构成边框组件1。以左边框11为例,本实施例中用于制作左边框11的型材的截面如图3所示,该型材包括位于中部的主体部分,主体部分的内侧设置两个形成主流道19的主流道侧壁14,主流道侧壁14向内侧水平延伸。在通过机加工裁去边框型材两端的主流道侧壁14后,主流道侧壁14之间形成位于电池托盘长边的中部位置的主流道19,其中一个为进液主流道,另一个为出液主流道,两主流道侧壁14端部之间形成朝向内侧的流通口,并且两主流道侧壁14在流通口处设置有用于与底板3插接的定位台阶。上海认可电池壳销售25.正和铝业家用储能总成产品有冷板或弯管、接头、管路、风扇、导热硅胶垫、冷凝器、水泵、逆变器!
所述导热率的测试方法为:将聚苯醚组合物制成长为,宽为,厚为1mm的样条;采用西安夏溪电子科技有限公司的tc3000通用型导热系数仪进行测试。实施例1聚苯醚组合物的制备原料重量份组成:聚苯醚树脂80份;聚酰胺树脂40份;聚苯硫醚树脂15份;复合导热填料40份;分散剂15份;所述的复合导热填料由石墨烯微片、碳化硅以及氮化硼按重量比1:7:2组成;所述的分散剂由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比1:2:3组成。制备方法:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。经测试,该实施例制备得到的聚苯醚组合物的导热率为(m·k)。实施例2聚苯醚组合物的制备原料重量份组成:聚苯醚树脂100份;聚酰胺树脂30份;聚苯硫醚树脂20份;复合导热填料50份;分散剂10份;所述的复合导热填料由石墨烯微片、碳化硅以及氮化硼按重量比1:5:5组成;所述的分散剂由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比1:3:2组成。
这可能是由于导热填料的随意选择以及组合无法在聚苯醚树脂、聚酰胺树脂以及聚苯硫醚树脂中形成导电网络;从而限制了导热能力的进一步提供。发明人在不断的试验研究过程中惊奇的发现由石墨烯微片、碳化硅以及氮化硼组成的复合导热填料加入到聚苯醚树脂、聚酰胺树脂以及聚苯硫醚树脂中,取得了***的导热效果。这可能是由石墨烯微片、碳化硅以及氮化硼组成的复合导热填料在聚苯醚树脂、聚酰胺树脂以及聚苯硫醚树脂中形成强大的导热网络的结果。进一步推荐地,所述的复合导热填料由石墨烯微片、碳化硅以及氮化硼按重量比为1:5~10:2~5组成。**推荐地,所述的复合导热填料由石墨烯微片、碳化硅以及氮化硼按重量比为1:7:2组成。推荐地,所述的分散剂选自十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯中的一种或两种以上的混合。进一步推荐地,所述的分散剂选自由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯的组合。**推荐地,所述的分散剂选自由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比为1:1~3:2~4的组合。发明人在具体制备过程中发现,进一步发现,虽然由石墨烯微片、碳化硅以及氮化硼组成的复合导热填料具有优异的导热效果。电池壳设计仿真、部件打样、总成交付,正和铝业蛇形弯管,配套您所有的需求!
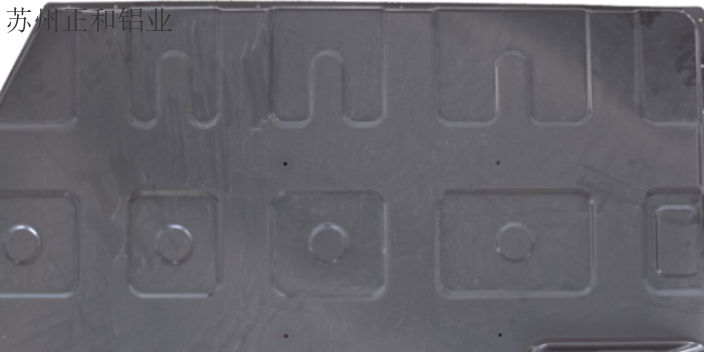
边框型材在主体部分的外侧具有形成安装脚13的外侧部分,在间隔裁去多余的外侧部分后,形成间隔布置的安装脚13,安装脚13侧面通过压铆、焊接设置有吊装螺母131,便于电池箱的运输。如图1、图4和图5所示,本实施例中底板3由三块液冷板31构成,三块液冷板31沿前后方向并排布置,液冷板31的左右两端分别插接在边框组件1的主流道侧壁14处,并通过主流道侧壁14的定位台阶对底板3在高度方向以及左右方向上进行定位。每块液冷板31中设置有多条沿左右方向延伸的副流道32,在液冷板31插入边框组件1内后,副流道32的左右两端分别与左边框11和右边框12的主流道19连通,底板3的在前后方向上的尺寸与主流道19的长度相同。通过底板3上设置的多条并列布置的副流道32进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。电池托盘的前、后安装梁22分别安装在底板3的前后两侧,主要用于安装电池模组。如图1所示,后安装梁22与底板3的后侧紧贴,并对左、右边框12的主流道19的后端开口进行封堵,同时后安装梁22上表面与边框组件1的上表面平齐,因此也便于采用搅拌摩擦焊的方式与边框组件1焊接在一起。36.正和铝业是国内**早提供动力电池热管理产品解决方案的厂商之一!山东圆柱形电池包电池壳规格齐全
27.正和铝业从设计开发一直做到总成交付,总成包括我们自己的液冷部件和管路、水冷机等!湖南特殊电池壳生产制造商
在液压油温为40℃~50℃时,货叉起升到h3/2处,测定货叉根部10min内的下降量。重复测量二次,取其平均值。托盘车呈额定载荷运行状态,蓄电池充足电后,测其电压、电解液密度和温度。托盘车从运行路线图(图6)原始位置A沿路线1前进,在位置B装上标准载荷Q,沿路线2退回到位置C,沿路线3快速前进到位置D卸载,沿路线4退回到原始位置A,完成半个循环。再按原相反方向沿路线4快速前进到位置D装上标准载荷Q后,沿路线3快速退回到位置c,沿路线2前进到位置B放下标准载荷,再沿线路1退回到原始位置A,则完成一个循环(行程约68m)。连续运行三个循环。蓄电池可供用户工作时间用式(4)计算:制动性能试验应按照GB/T18849的规定。托盘车通过设计规定坡度的坡道,如果试验坡度不合适(过大或过小),可以用适当增、减试验载荷的方法进行试验,确定托盘车实际的坡度,并折算出**大爬坡度。折算**大爬坡度按式(5)近似计算:托盘车呈额定载荷状态,把货叉起升到**高位置,再在货叉上施加上,保持10min后卸载。检查液压系统有无渗漏油现象,目测结构件有无脱焊,裂纹和长久变形。,以(18±5)次/min的频速摇动手柄,使货叉由**低位升到**高位,然后将控制杆扳至下降位置。湖南特殊电池壳生产制造商
苏州正和铝业有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。公司是一家有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供***的产品。公司始终坚持客户需求优先的原则,致力于提供高质量的动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件。正和铝业有限公司顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件。