商机详情 -
浙江珩齿液压夹具液压夹具多少钱
液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。液压夹具比较适合加工零件摆放紧凑和采用手动夹紧空间受限的场合。浙江珩齿液压夹具液压夹具多少钱

不过主要的问题在于热处理与细节工艺处理之上和进口卡盘有比较大差距。加上国内市场用户基数大,竞争激烈,厂商被迫尽可能的控制产品成本,以此比较低的售价换取市场竞争力。这便导致了国内卡盘常见的一些问题,诸如稳定性不好、使用寿命短、重复精度保持时间短等。大多数进口卡盘因为其严格的工艺过程,保证稳定的卡盘重复夹持精度与比较长的使用寿命。正在所谓一分价格一分货,国内、中国台湾、日本与欧美这三类卡盘厂商的价格与技术含量均呈改由低到高的排列。江西RV壳体夹具液压夹具具是数控加工中心的一个组成部分,根据加工产品的不同,对夹具的要求也会不同,需要使用对应的夹具。

我们把用来装配以进行定位焊的夹具称做装配夹具;专门用来焊接辉件的夹具称做挥接夹具;把既用来装配又用来焊接的夹具称傲装焊夹具。具体作用如下:(1)准确、可靠的定位和夹紧,可以减轻甚至取消下料和划线工作。减小制品的尺寸偏差,提高了零件的精度和可换性。(2)有效的防止和减轻了焊接变形。(3)使工件处于比较好的施焊部位,焊缝的成型性良好,工艺缺陷明显降低,焊接速度得以提高。(4)以机械装置代替了手工装配零件部位时的定位、夹紧及工件翻转等繁重的工作,改善了工人的劳动条件。(5)可以扩大先进的工艺方法的使用范围,促进焊接结构的生产机械化和自动化的综合发展。
专门化分类1、通用夹具。通用夹具是指已经标准化的,在一定范围内可用于加工不同工件的夹具。2指专为某一工件的某道工序而专门设计的夹具。3、通用可调夹具和成组夹具。其特点是夹具的部分元件可以更换,部分装置可以调整,以适应不同零件的加工。4、组合夹具。组合夹具是指按零件的加工要求,由一套事先制造好的标准元件和部件组装而成的夹具。5、随行夹具。随行夹具是一种在自动线上使用的夹具。二、按使用分类由于各类机床自身工作特点和结构形式各不相同,对所用夹具的结构也相应地提出了不同的要求。按所使用的机床不同,夹具又可分为:车床夹具、铣床夹具、钻床夹具、镗床夹具、磨床夹具、齿轮机床夹具和其他机床夹具等。三、按夹紧分类根据夹具所采用的夹紧动力源不同,可分为:手动夹具、气动夹具、液压夹具、气液夹具、电动夹具、磁力夹具、真空夹具等。信赖每卓,为品质液压夹具而生。
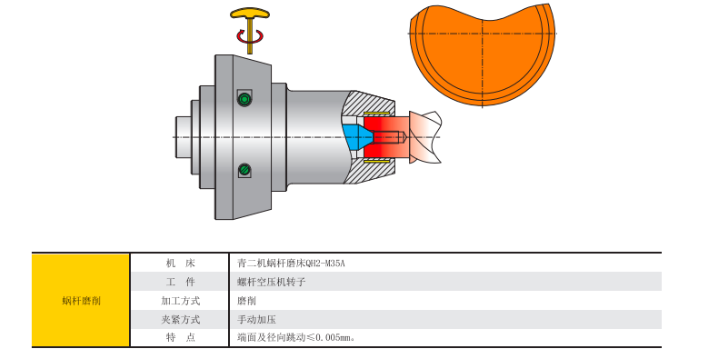
在机床技术不断朝着高速,高效,智能化方向发展的同时,也推动着夹具技术朝着高精,模块,通用的方向发展.随着现代社会的发展,人们对加工功能,加工质量都有更高的要求,加工夹具的种类也在逐渐增多.在机械加工中必须做到精细的测量和定位,同时科学设计液压夹具才能保证生产效率以及产品质量因此,必须加强工装夹具的定位科学设计方法研究力度,这样才能保障机械加工的生产效率。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧)。应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”。手动加压的液胀夹具,强烈建议使用扭力扳手并按照推荐扭力值进行加压。江西RV壳体夹具液压夹具
创新设计,每卓夹具提升工作效率。浙江珩齿液压夹具液压夹具多少钱
液压夹具设计中影响液压切边机剪切抗力的因素?液压夹具主要是用在零件的加工工艺过程的一类工具。所以设计液压夹具的时候,应考虑夹具的实用性,夹具设计的质量好坏,还关系到工件质量以及工作效率。影响液压切边机剪切抗力的因素分析单位剪切抗力的数值和材料的性质、剪切温度、剪切速度、剪刃形状、剪刃间隙及相对切入深度等因素有关。单位剪切抗力T的确定有实验曲线法和理论计算法两种。①金属性质:金属材料的强度极限与单位剪切抗力成正比关系。剪断时的相对切入深度小,即金属断的越早。因此单位剪切抗力与金属的强度和塑性有关。②剪切温度:钢板剪切时的温度越高,单位剪切抗力越小,剪断时相对切入深度则越大。③变形速度:热剪时,理论上变形速度与剪切速度成正比关系,单位剪切抗力随变形速度增加而增加;冷剪时,剪切速度对单位剪切抗力的影响很小,一般可不加以考虑。④剪刃侧向间隙:剪刃侧向间隙的大小,可以使剪切时的受力状况发生变化。当侧向间隙由零逐渐增大时,钢板的受力状况分别为压缩~剪切~弯曲状态,侧向间隙过小或过大都会使单位剪切抗力增加。因此,合理选择和保持剪刃侧向间隙的大小,可以帮助计算剪切抗力。⑤刀钝半径:刀钝半径的大小。浙江珩齿液压夹具液压夹具多少钱