商机详情 -
福建液压螺母非标刀具供应商
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。汽车零部件发动机缸体非标刀具拉铣刀。福建液压螺母非标刀具供应商

1、玉米铣刀,又称玉米棒铣刀,又叫鳞状铣刀,表面看是密集螺旋网纹状的,槽比较浅,一般都是用于一些功能材料之类的材料加工,特别是像一些碳纤维的卡夫拉材料(像飞机的机翼的外壳之类的)玻璃纤维等复合材料!!整体硬质合金鳞状铣刀,切削刃是由许多切削单元组成,切削刃锋利,从而极大地降低了切削阻力,而且可以实现高速切削,达到了以铣代磨的效果,提高了复合材料的加工效率和表面质量,延长了铣刀的使用寿命。2、波形刃立铣刀。它是在普通高速钢立铣刀的螺旋前刀面的基础上,用**铣夹具将螺旋前刀面再加工成波浪形螺旋面,它与后刀面相交成波浪形切削刃。相邻两波形刃的峰谷沿轴线错开一定距离,使切削宽度***减小,而切削刃的实际切削厚度约增大三倍,切下的切屑窄而厚,降低了切削变形程度,并使切削刃避开表面硬化层而切入工件。波形刃使切削刃各点刃倾角、工作前角以及承担的切削负荷均不相同。而且波形刃使同一端截面内的齿距也不相同。这些因素**减轻了切削力变化的周期性,使切削过程较平稳。铣削气割钢板等粗糙表面的工件,波形刃立铣刀尤其能显示出其优良的切削性能。安徽非标燕尾槽铣刀非标刀具供应商有些领域的工件形状复杂,尺寸精度要求高,因此需要使用非标刀具进行加工。

液压刀柄高精度,端面跳动精度小。在整个的夹持范围内,涨套可以安稳的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;适合高速加工,CNC加工中心、铣床**。液压刀柄的特征:1、端面跳动范围小,精度高;在整个的夹持范围内,涨套可以安稳的保持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩。2、在整个的夹持范围内,涨套可以稳定的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;3、选用液压原理耐磨强度功用更高,具有很好的工况习气性,操作简便活络,加工功率高。不需贵重凌乱的周边设备,降低了设备本钱的费用。液压刀柄由于特别的夹持方式系统,使之可以360度的均匀夹紧刀具,得以完结高精度,高刚性的超卓功用,可以供应更大的夹持扭矩,行进加工功率。加工活络干与小加工干与小,能很好的习气加工环境,行进加工功率,更多的改变活络性。装卸便捷拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制胀大套,胀大壁再将刀具夹紧。操作非常简练。
随着世界工业的发展,非标刀具的应用日益***。虽然在全球的金属切削刀具家族里,标准刀具的数量无疑占有***的优势,但是随着机加工行业被号称为“提效率,降成本”的指挥棒敲脑袋以来,非标刀具的地位已被大幅提高。刀具行业转变经济发展方式的着力点应放在向制造业**市场进军,淘汰高耗低效标准刀具的过剩产能,大力发展制造业急需的现代高效非标刀具,以**少的资源消耗,为社会提供比较大的生产力。刀具刀片创新发展的这个过程就是非标刀具和非标刀片的发展过程。在这个发展过程中,从无到有发展生产新产品,切削数量不断增加,切削精度不断提高,产品零件的形状规格设计日益复杂。这些就需要有新的刀具去适应,刀具供应商就需要为客户提供更有针对性的个性刀具服务。这些适应新产品的刀具不一定是在标准系列里,需要通过刀具的一系列创新技术手段的使用,提高金属去除率、延长刀具寿命、减少停机次数、改善刀具拆装的便捷性、提高运行性能等等,缩短加工时间,降低加工成本。非标刀具可加工异形工件,提高生产效率。
液压刀柄是利用两个气胀轴的同心圆筒,封住两端组成一个圆筒形的空腔,用液压油把圆筒的其中一个给充溢,并且对油液进行施加必定的压力,这个压力就会用持平的数值传到油腔的每一个部位。这两个同心的圆筒的外筒壁较薄,遭到压力后,就会向外膨胀,根据这个变形的薄壁,就可以完成对内孔的胀紧夹持和对外径的胀紧夹持。这个时候的薄壁其实是每一处都均匀着承受着油压,因此对零件的内孔和外径进行涨紧后,它的夹持精度就会非常高。非标刀具的加工精度直接影响到工件的精度和性能。转向器壳体刀具非标刀具厂家
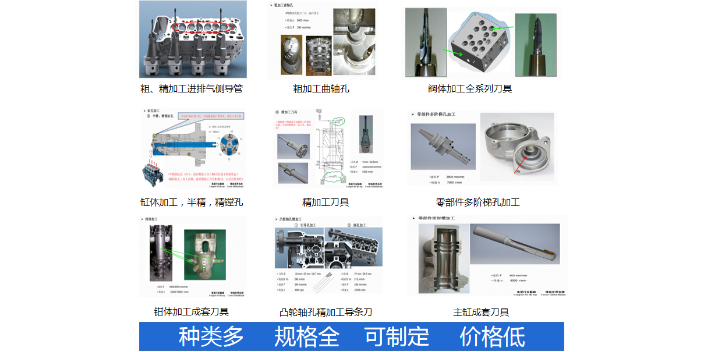
汽车零部件非标刀具制动钳缸孔铰刀。福建液压螺母非标刀具供应商
关于刀具修磨1.刀具材料刀具修磨中常用的刀具材料有:高速钢、粉末冶金高速钢、硬质合金和PCD、CBN、金属陶瓷等超硬材料。高速钢刀具锋利,韧性好,而硬质合金刀具硬度高,韧性差。这两种材料是钻头、铰刀、铣刀和丝锥的主要材料。粉末冶金高速钢的性能介于上述两种材料之间,主要用于制造粗铣刀和丝锥。普通硬质合金立铣刀由于高速钢刀具的精度大多比较低,修磨要求不高,价格也不高,所以,很多厂家定建立自己的工具车间来研磨它们;然而,硬质合金刀具往往需要送到专业的修磨中心进行修磨。据国内一些刀具修磨中心统计,送修刀具80%以上为硬质合金刀具。2.工具磨床现有工具材料的硬度在60HRC以上,一般只能通过修磨来改变其形状。工具制造和修磨中常用的工具磨床包括以下几种:槽磨床:修磨钻头和立铣刀等工具的槽或背面。顶角磨床:修磨钻头的锥形顶角(或偏心后角)。凿边修边机:矫正钻头的凿边。手动工具磨床:修磨外圆、槽、背、顶角、横刃、平面、前刀面等,常用于少量复杂形状的刀具。小刀磨床数控磨床:一般五轴联动,功能由软件决定。一般用于量大、精度高、但不复杂的磨具,如钻头、立铣刀、铰刀等3.砂轮磨粒不同材质的工具需要使用不同材质的砂轮磨粒。
福建液压螺母非标刀具供应商