商机详情 -
插齿机夹具液压夹具联系方式
常用夹具种类:1.组合夹具-适合于小批量生产或研制时的中小型工件在数控加工中心上进行铣削加工 2.铣削夹具-这是特别为某一项或类似的几项工件设计制造的夹具,一般在年产量较大或研制时非要不可时采用。 3.多工位夹具-可以同时装夹多个工件,可减少换刀次数,也便于一面加工,一面装卸工件,有利于缩短辅助时间,提高生产率,较适宜于中批量生产。4.气动或液压夹具-适用于生产批量较大,采用其他夹具又特别费工,费力的工件,能减轻工人劳动强度和提高生产率,但此类夹具结构较复杂,造价往往较高,而且制造周期较长。5.通用铣削夹具-一次安装工件,同时可从四面加工坯料。液压夹具可实现多工位的装夹,提高工作生产率。插齿机夹具液压夹具联系方式
使用液压夹具的主要优势是能节省夹紧和松卸工件时所花的大量的时间。有关统计资料表明液压夹紧相比机械夹紧节省90%~95%的时间,缩小了生产循环周期,提高了机床使用效率,从而增加了产量也就意味着降低了成本。当加工一长型铝合金零件时,刀具通过时旋转油缸可快速让开,刀具通过后可快速复位。液压夹具系统的第二项重要特点是可实现非常高的定位精度。关键在于夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。嘉定区AKIZ液压夹具液压夹具卡盘是机床之上用来夹紧工件的机械装置。
工作原理构成液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形,还能利用自动控制压板的压紧和抬起在加工中让开夹紧位置。液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位,还能完成手动夹具无法完成的支撑、夹紧和快速释放。折叠编辑本段液压夹具设计不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。折叠编辑本段液压夹具应用液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。
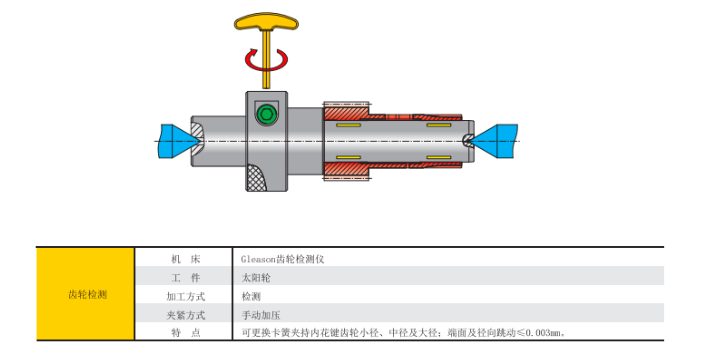
对于一些比较大的工件还有一些螺栓;等等的锁紧的时分,假如什么都不运用很难把这种大型的锁紧的很好,因为咱们就需求液压螺母;,运用液压螺母就可以很便利的对一些需求常常拆开或许装置的螺栓,还有一些大型的工件进行锁紧了,那液压螺母的作用还有什么呢?咱们一起来了解一下。;液压螺母的工作原理就是在运用的时分利用比较高的高压油发生推力和拉力,这样就可所以螺栓或许大型工件很好的衔接在一起。这样对于常常需求装置和卸载的轴承,还有一些大型工件就可以轻松的完成了,不只准确并且还安全省力,提高工作效率。机床自动加压的液压夹具应按照推荐的机床推力,拉力或油缸油压进行加压。
液压夹具既能在粗加工时接受大的切削力,也能保证在精细加工时的精确定位,还专能完成手动夹具无法完成的支撑、夹紧和快速释放。液压系统的压力取决于其负载的大小。上海每卓所设计制造的液压夹具可依据您的夹具所需夹紧力的大小,经过一系列的计算,得出系统所需的压力大小数值;一般情况下,压力只需要够用就可以,如调回的过高,系统会在较高压力下工作,易出现难以预料的问题。每种夹具,有不同的夹紧原理不同的机构,需求的夹紧力也不相同。选用半自动化或全自动化的液压夹具是非常具有经济价值的。浙江插齿液压夹具液压夹具
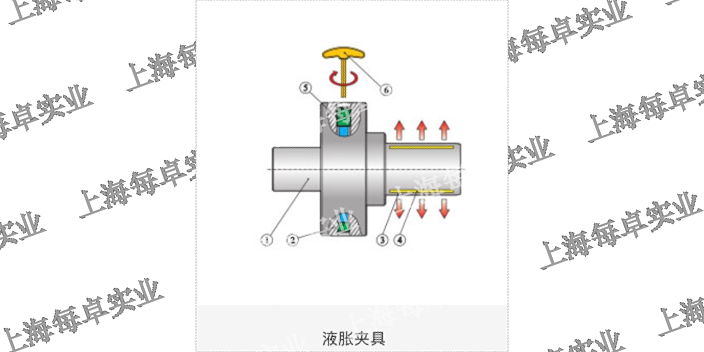
手动加压的液胀夹具,强烈建议使用扭力扳手并按照推荐扭力值进行加压。插齿机夹具液压夹具联系方式
液压夹具设计构思 1、目前多数液压夹具系统的工作压力是7mpa,14mpa和35mpa,(个别德国原装夹具使用50mpa)前两个属于中低压,后边两个属于高压,首先你确定主要使用的液压系统是哪一种。2、确定被加工工件的周期加工数量,确定加工设备是卧式还是立式,以决定是否用平面夹具还是要规划多面体夹具或旋转夹具、决定被加工件装卸和夹持所允许的时间。并要参考准备使用的加工设备的说明书,确定机床工作台面、底座、夹盘或其它面上可用的工作空间,保证此空间能容纳你想放进的被加工件的数量。(这点很重要,因为有的加工中心台面很大,但是主轴的有效行程小,造成工件可以布面台面,但是主轴加工不到边缘工件)3、把将在加工周期中需夹具发生的动作步骤编制成一个纲目,自己先想清楚,这样有助于你下一步设计,如何安排顺序阀或帮助其它电控设计或其它外部控制设备的设计。4、计算加工过程中产生的切削力,并确定其作用在工件上的方向和各方向上的力。5、设计固定支撑位置点,用于承受部分切削力并利用其作为被加工件基准面的定位。6、计算夹持被加工件所需夹紧力。7、确定夹具元件的具体安装位,即在什么地方与工件接触、夹持工件或支撑工件。这里。插齿机夹具液压夹具联系方式