商机详情 -
常州涡轮壳刀具非标刀具厂家
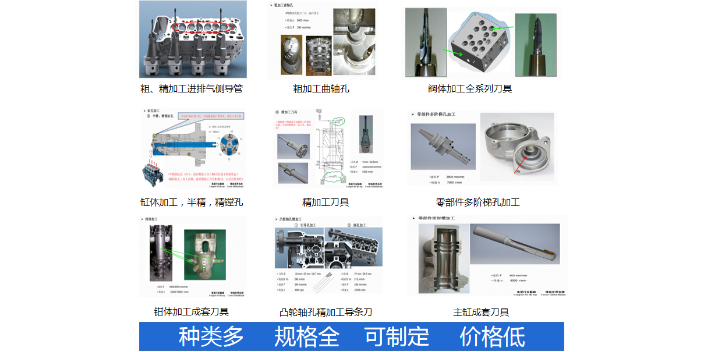
非标刀具,如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度,这方面的东西非常复杂,需对加工现场分析后才能得出结论。非标刀具(2)其实,非标刀具不仅如上所述这么简单,非标刀具有各种情况的非标。有一家专门面对装备制造业数控加工金属切削刀具及工具的电子商务平台,叫中国非标刀具网,可以去试试详细了解下非标刀具和非标刀具的在线定制。汽车零部件发动机缸体非标刀具拉铣刀。提高加工效率。常州涡轮壳刀具非标刀具厂家

机械加工进程中经常会遇到一些难以用规范刀具进行加工的状况,因而,非标刀具的制刁难机械切削加工十分重要。因为金属切削使用非标刀具多见于铣加工,故对铣加工中非标刀具的制作稍作介绍。因为规范刀具的制作针对的是面广量大的一般金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等十分容易粘刀,也有一些工件的表面几何形状十分复杂,或被加工表面有较高的粗糙度要求等状况时,规范刀具就无法满意加工的需求。所以在加工进程中,需对刀具的质料、刀口的几何形状,几何角度等,进行针对性的规划,可分为不需求专门订制和需求专门订制两大类。不需求专门订制的刀具主要是处理两个问题,如尺度问题和表面粗糙度问题。安徽定做非标刀具素材查看 切削功能好。能选用打的背吃刀量和高进给量,非标刀具应具有可以承受高速切削和强力切削的功能。
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。
普通砂轮杆是磨床上**常用的一种砂轮杆。它由杆体和连接件组成,杆体通常采用质量钢材制造,连接件采用紧固螺栓或套筒等形式。普通砂轮杆具有结构简单、制造成本低、易于安装和调整等特点,广泛应用于各类磨床上。伸缩式砂轮杆是一种可以伸缩调节长度的砂轮杆,它可以根据不同工件的尺寸需求,灵活调整砂轮杆的长度和间距,以适应各种磨削加工的需要。伸缩式砂轮杆通常采用带螺旋机构的伸缩装置,通过旋转螺旋机构来调节砂轮杆的长度。**砂轮杆主要针对某些特殊磨削加工工艺而设计,其结构和材料与普通砂轮杆有所不同,以满足特殊工艺的要求。比如,对于高速磨削加工,**砂轮杆通常采用**度和高刚性的材料制造,以确保砂轮杆在高速旋转时的稳定性和可靠性。刀具材料越硬,硬度越高,冲击韧性越低材料越脆。硬度和韧性是一对矛盾,也是刀具材料所应克服的一个关键。

上海每卓实业有限公司是集刀具研发与制造为一体的现代化**技术企业。每卓超硬刀具pcd非标刀具采用先进的五轴联动激光加工中心切割,拥有更好的刀具刃口状态,可定制各种不同刃口形状、要求的刀具产品。每卓刀具拥有专业的设计团队,针对客户的个性化需求设计符合客户要求的pcd非标定制刀具,满足客户的不同需求,减少客户的刀具成本、提升加工效率。PCD刀具优势特点PCD铰刀具有超高硬度和耐磨性使用PCD刀具切削性能稳定,加工效率高,可提高尺寸精度和工艺可靠性PCD刀具具有超长使用寿命,是普通硬质合金刀的10至20倍PCD刀具适用范围:用于3C行业,汽车等行业,具有使用方便、寿命长、成本低、工件互换性等优点。每卓刀具拥有专业的设计团队欢迎来图纸定做,量大价优。非标刀具常常是提高加工精度、减少加工工序、降低产品废品率的苦口良药。常州涡轮壳刀具非标刀具厂家
有些领域的工件形状复杂,尺寸精度要求高,因此需要使用非标刀具进行加工。常州涡轮壳刀具非标刀具厂家
非标刀具的注意事项有一下几种:1、进行过热处理,强度和硬度较高,一般的刀具材料无法进行切削加工,或者粘刀的厉害,这是,就需对刀具的材料提出特殊要求。一般的解决方法是选用***的刀具材料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件材料,用质量的硬质合金材料刀具可以加工高硬质的材料,甚至可以以铣代磨。2、非标刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用常规刀具的加工中,往往不会造成很大的损害,因为刀具断了可以更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生弯曲、变形,或者是局部的应力集中,这就应该在设计时就注意避免容易发生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶设计等。4、如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度,这方面的东西非常复杂,需对加工现场分析后才能得出结论。5、非标刀具尺寸相差不能太大,一般不要超过2mm,因为尺寸相差太大的话,会引起刀具的槽形发生变化。常州涡轮壳刀具非标刀具厂家