商机详情 -
河南非标铣刀盘非标刀具
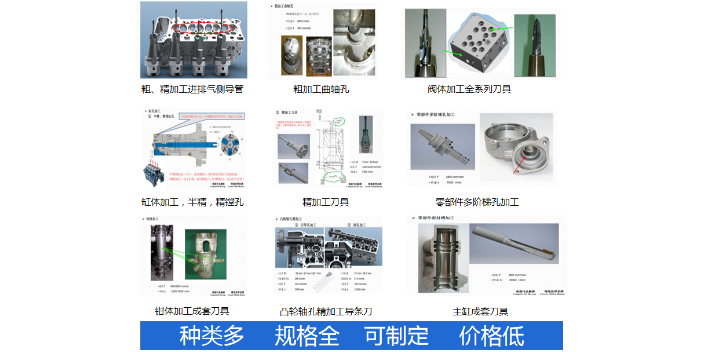
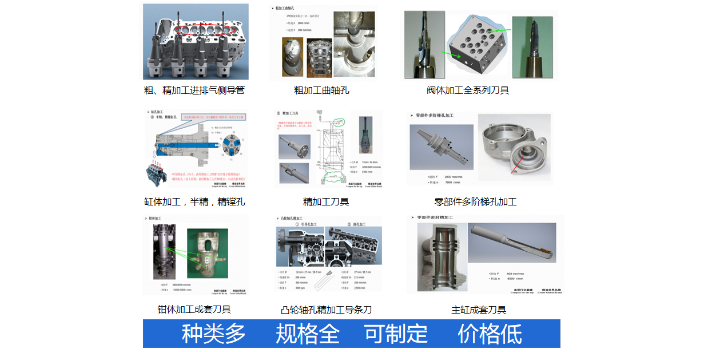
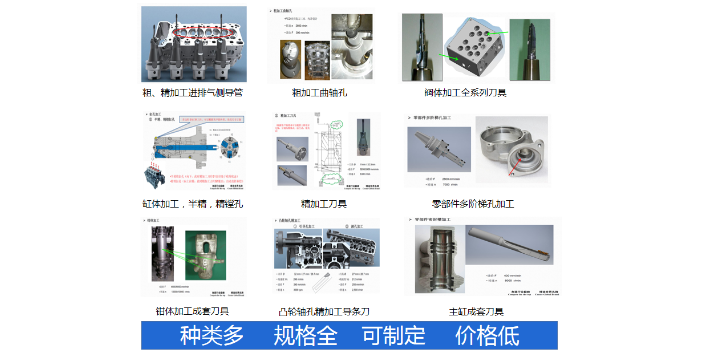
合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用。整体合金钻头现在市场上的合金钻头普遍为钨钢材质的整体钻头,虽然材质相同,但由于加工工艺的原因,各个品牌的产品质量相差悬殊。进口和国产的合金钻头也差别很大。进口的合金钻头一般采用VHM微晶粒硬合金(ISOK40),超细颗粒类型(0.6µm)在高性能钻头和普通铣床的应用中,将硬度和韧性理想地结合在一起。合金钻头表面会采取涂层处理,如氮化铝铬(AlCrN)涂层,该涂层为单层涂层,厚度4μm,微硬度达3200HV,0.35的摩擦系数,热稳定性达1100摄氏度。涂层后钻头颜色呈蓝灰色。涂层后合金钻头能加工低合金钢、**度钢。高硬钢能达54HRC。汽车零部件非标刀具制动主缸PCD钻锪刀。河南非标铣刀盘非标刀具
一般来说,金刚石刀具不只具有极高的硬度,还有着极高的耐磨性、低摩擦系数、高弹性模量、高热导、低热膨胀系数以及与非铁金属亲和力小等多种长处。可用于非金属硬脆材料如石墨、高耐磨材料、复合材料、高硅铝合金及其它耐性有色金属材料的精密加工。别的金刚石刀具的类型繁复,不同品种间功能差异***,在结构、制备方法和应用领域都有很大区别。目前金刚石的首要加工方法有以下四种:薄膜涂层刀具、厚膜金刚石焊接刀具、金刚石烧结体刀具和单晶金刚石刀具。上海每卓实业有限公司,致力于精细刀具订制;公司业务***,同时经营液压夹具、非标刀具、齿轮刀具等多业务;并在业内受拥***好评!南通微调精镗刀非标刀具厂家在选择非标刀具时,需要根据加工需求选择合适的切削速度。
加工领域为深孔加工和由复合材料制成的零件的加工是被认为主要使用非标刀具的地方,这类复合材料主要为碳纤维增强塑料(CFRP),以及通过金属的堆叠对复合材料进行支撑的材料。深孔加工广泛应用于各种不同的行业,主要是能源业和航空工业。一些深孔零件通常看起来很难加工或者说很难开始进行加工,但是使用定制的非标刀具就可以通过一种高效且安全的方法轻松解决这一难题。上海每卓实业有限公司从事刀具销售,技术服务管理已经近多年 ,有着非常丰富的经验,目前有专业的团队、专业的技术、专业的售后服务,深受往来客户的好评,是一家集设计、开发、销售一体的企业。
刀具是数控加工中必不可少的东西,它不仅可以切削工件、切除切屑,还能对工件的尺度和外表进行精确的丈量。在数控车床加工时,因为零件形状复杂多样,需要根据不同零件的特色来选择不同的刀具。因此非标刀具的使用越来越***了。下面就给大家介绍一下非标刀具的分类以及其特色:非标准(定制)型刀具有哪些类型?1、通用型:通用型的特色是使用面广,价格低;2、**型:如螺纹刀片、铣削刀片等;3、特殊型:包含各种超硬材料制造的刀片和陶瓷刀片等;4、组合性:将两种以上不同类型的刀片组合起来使用;5、复合性:将多种类型的刀片复合在一起使用。非标刀具是指根据被加工工件实际情况而定制的刀具或刀片刀粒。
非标刀具更能反映刀具供应商的水平,实力比较强的供应商一般总是能够提供比较强的非标产品服务,因为非标刀具的提供需要一个很强的服务链,从**初的销售工程师,到技术支持,再到项目小组,行业**,一直到生产部门和售后服务,这是一个非常完整的服务链,如果没有一个强大的技术支持,非标产品的提供是比较难的。随着现在工业的发展,供应商怎么为客户提供有针对性的服务,显的越发的重要。客户要生产新产品,相应的就会需要有新的刀具去适应它,这些新的产品不一定是在标准系列里,产品在发展,刀具也在发展;另一方面,现在刀具供应商提倡为客户提供“量体裁衣”式的服务,要为客户的产品加工提供比较好的解决方案,这就必然会有度身定制的非标刀具产品,这就需要刀具供应商在非标方面提供很好的技术服务。非标刀具的材料也是选择的重要因素之一。辽宁非标刀具厂家
汽车零部件非标刀具排气管成型铣刀。河南非标铣刀盘非标刀具
使用钻头需要注意:1.钻头应装在特制的包装盒里,避免振动相互碰撞。2.使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里。用完随即放回到包装盒里。3.测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。4.某些数控钻床使用定位环某些数控钻床则不使用定位环,PCBAOEM代工代料如使用定位环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。5.平时可使用40倍立体显微镜检查钻头切削刃的磨损。6。要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。7.定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。8.要经常检查主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。9.钻床的吸尘效果要好,吸尘风可降低钻头温度,同事带走粉尘减少摩擦产生高温。河南非标铣刀盘非标刀具