商机详情 -
河北非标铣刀盘非标刀具定制
内冷钻是一种孔加工工具,特点是从柄部到切削刃有2个按麻花钻导程旋转的螺旋孔,在切削加工中通过压缩空气、油或切削液穿过,起到冷却刀具的作用,能冲走切屑,降低刀具的切削温度,增加刀具的使用寿命。另外,加上合金内冷钻头表面TIALN涂层,增加合金的耐用度和加工尺寸的稳定,因此该合金比普通硬质合金钻头更具有优良的切削加工性能,适合用于深孔加工以及难加工材料。内冷钻的用途及特点:1.内冷钻能适合较复杂材质的钻孔,通常选择较高的切削速度。2.精选合金钻的高性能合金刀片,可减少崩刀,保持良好的耐磨性。3.内冷钻具有多层几何切削端刃,提高排泄性能,且保持较小的切削阻力。4.内冷钻除常用的直角柄外,它有多种柄型,适合多种钻机,钻床配用。对于内冷钻介绍到这里,要想了解更多的,记得关注我们的官网。多数工况标准刀具都可以满足,但是遇到特殊要求的就无法满足,只有通过产品的实际要求来进行非标定做。河北非标铣刀盘非标刀具定制

当需求加工更加杂乱的零件时,零件的各种特征要求选用专门的非标刀具解决方案。这一点相同适用于加工简洁的零件,由于非标解决方案能够消除所遇到的生产瓶颈。把非标刀具作为比较好解决方案的场合很多,包含绝大部分的加工规模、材料和行业类型,其多的是能大部分非标刀具的组合式刀具解决方案。这些解决方案通常是以例如标准刀片、刀卡、刀具接口、钻槽、防振体系或刀座夹紧装置的各种组合为根底。具有独特性能的朴实非标刀具占非标刀具总数近四分之一,而相似标准刀具的非标刀具占四分之三。宿迁汽车零部件刀具非标刀具供应商非标刀具可以根据的实际工况来定做,可以提高刀具的寿命,而达到降低刀具成本。

磨床砂轮杆是磨床的重要部件之一,它在磨削加工中发挥了关键的作用。本文将详细介绍磨床砂轮杆的相关知识,包括定义、主要功能、分类、制造材料、选用要点等方面的内容。1.砂轮杆的定义:磨床砂轮杆,又称砂轮支撑杆,是磨床上用来支撑磨削砂轮的杆状零件。它通过与磨床主轴的连接,将磨削砂轮固定在磨床上,以完成磨削加工过程。2.砂轮杆的主要功能:砂轮杆主要起到固定和支撑磨削砂轮的作用,确保砂轮在磨削过程中的稳定性和精度。同时,它还能够承受磨削过程中的剧烈冲击和载荷,保证砂轮杆的强度和刚性,提高磨削加工的效率和质量。3.砂轮杆的分类:根据砂轮杆的结构和用途不同,可以将砂轮杆分为普通砂轮杆、伸缩式砂轮杆和**砂轮杆等几类。
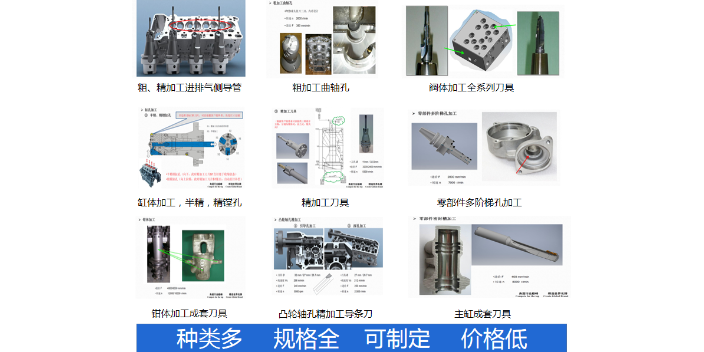
非标刀具订制工件的结构有整体式、焊接式和机械夹持式三种。整体结构是在刀体上制作切削刃;焊接结构是将刀片钎焊在钢刀体上。机械夹持结构有两种,一种是将刀片夹持在刀体上,另一种是将钻头夹持在刀体上。硬质合金非标刀具一般采用焊接结构或机械夹紧结构;非标瓷具采用机械夹紧结构。各种非标刀具定制的结构由夹紧部分和工作部分组成。整个结构的非标刀具的夹紧部分和工作部分都制作在刀体上;刀片结构的非标刀具的工作部分(齿或刀片)安装在刀体上。非标刀具订制的工作部分是产生和处理切屑的部分,包括切削刃、切屑或滚切切屑的结构、排屑或储存切屑的空间、切削液的通道。一些非标准刀具的工作部分是切削部分,如车刀、刨刀、镗刀和铣刀。一些非标工具的工作零件包括切削零件和校准零件,如钻头、铰刀、铰刀等。内表面拉刀和丝锥等切削部分的作用是***切削刃上的切屑,校准部分的作用是抛光加工表面和引导非标准刀具。为非标刀具订制的夹紧件有两种:带孔和带柄。内孔机床的主轴或主轴上带有孔,通过轴向键或面键传递扭矩的非标刀具,如圆柱铣刀、套筒面铣刀等。刀柄标准刀具通常包括矩形柄、圆柱柄和锥形柄。车刀、刨刀等通常为矩形柄;锥柄承受轴向推力。汽车零部件非标刀具发动机缸盖导条式镗铰刀。
如果是表面粗糙度的问题,可以通过变换刃口的几何角度来实现,比如增加前后角的度数,这样会显着提高工件的表面粗糙度。但是如果用户的机床刚性不够,刃口可能变钝但可以提高表面粗糙度,这方面的事情很复杂,需要分析加工现场再下结论。非标刀具顾名思义就是需要非标定制的,当标准刀具无法满足特定加工的时候就需要非标定制了,比如说需要加工的位置比较特殊,或者说需要加工的位置市面上的刀加工不了,不够长,或者标准的刀再需要改斜一点之类的,这时就需要另外想办法,定制非标刀具了。非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。徐州转向节刀具非标刀具供应商
在生产有些特殊零件时,刀具不能满足产品需要。需定做安装方式、几何尺寸等不同于通用刀具的即为非标刀具。河北非标铣刀盘非标刀具定制
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损河北非标铣刀盘非标刀具定制