商机详情 -
杭州桥梁钢筋焊接网制造
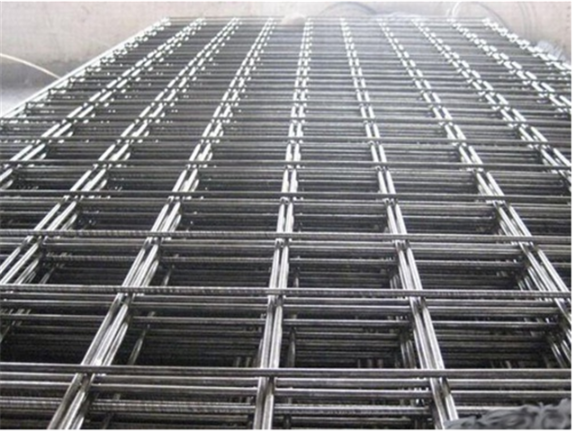
提高生产效率焊接网将原来的现场制作的全部工序急90%以上的绑扎成型工序全部进行了工厂化生产,除保护了钢筋制作、绑扎的质量外,还较大程度上缩短了工程的施工周期,1015平面米的焊接网铺设只用60工时,比过去的人工绑扎少用70工时,节约人工工时54%,而且解决了工程现场施工地狭小和调直钢筋时所产生的噪音污染等问题、促进了现场文明施工。经济效益分析焊接网具有较好的综合经济效益,焊接网钢筋的设计强度比I级钢筋高50%(光面钢筋焊接网)~70%(带肋钢筋网),考虑一些构造要求后仍可节省钢筋30%左右,在加上直径12mm以下散支钢筋加工费均为材料费10%-15%。综合考虑(与I级钢筋相比)可降低钢筋工程造价10%左右。焊接钢筋网网格应按矩形布置,焊接钢筋网的钢筋间距为150~300mm。杭州桥梁钢筋焊接网制造
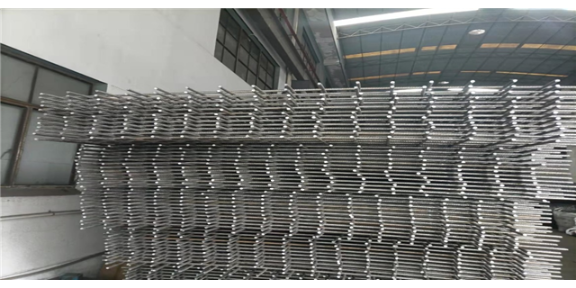
通过国内上千座桥梁应用工程质量验收表明,采用焊接网明显提高桥面铺装层质量,保护层厚度合格率达97%以上,桥面平整度提高,桥面几乎无裂缝,铺装速度提高50%以上,降低桥面铺装工程造价约10%。桥面铺装层的钢筋网应使用焊接网或预制冷轧带肋钢筋网,不宜使用绑扎钢筋网。桥面铺装用钢筋网的直径及间距应依据桥梁结构形式及荷载等级确定。钢筋网间距可采用100一200mm,其直径宜采用6一l00mm。钢筋网纵、横向宜采用相等间距,焊接网距顶面的保护层厚度不应小于20mm。嘉兴冷轧钢筋焊接网厂家精选钢筋网应捆扎整齐、牢固,捆重不应超过2t,必要时应加刚性支撑或支架,以防止运输吊装过程中变形。
钢筋焊接网发展前景:1、 钢筋施工走焊接网道路是世界钢筋工业发展的潮流。2、钢筋网这种新型配筋形式,特别适用于大面积混凝土工程。3、 我国冷拔带肋钢筋、热轧III级钢筋普遍、快速的推广应用为焊接网发展提供良好的物质基础。焊接网产品标准及使用规程的正式施行,对于提高产品质量、加速推广应用起到了积极作用。4、我国市场对钢筋网需求潜力很大。5、钢筋网在审美上令人喜爱。6、我国是世界钢材大国。7、钢筋网在国内的发展已经具备了软、硬条件。
钢筋网片焊网机焊接原理,电阻焊(resistance welding machine)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊机焊接方法主要有即点焊、缝焊、凸焊、对焊。钢筋网片焊网机隶属于其中的点焊,分为C型单头排焊机,C型多头排焊机及龙门式多头排焊机。由于焊接电极为方块电极,且上下电极为平面接触,能一次焊接多点或一排而得名,此类机器一般不可移动,只能移动工件进行焊接。特殊规格可以订制。钢筋网的力学、弯曲性能应分别符合GB/T13788对LL550级冷轧带肋钢筋的规定。
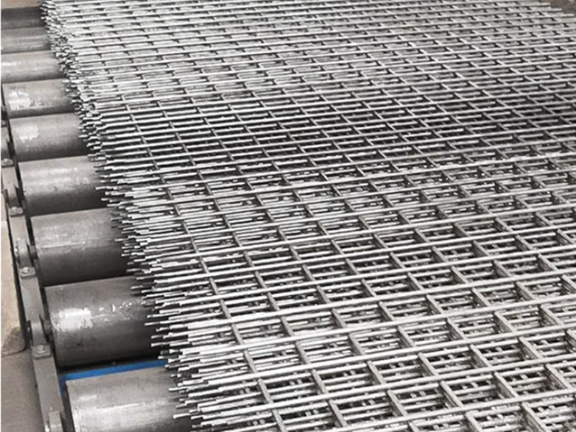
钢筋网的介绍以及焊接工艺,钢筋网又称: 焊接钢筋网、钢筋焊接网、钢筋焊网、钢筋焊接网片、钢筋网片等等。是纵向钢筋和横向钢筋分别以一定的间距排列且互成直角、全部交叉点均焊接在一起的网片。钢筋网是由纵向和横向钢筋十字交叉通过绑扎或焊接制作而成的网。是建设部"2005建筑业重点推广应用 10项新技术"内容之一。工地钢筋网,钢筋网的理论重量计算公式:钢筋网理论重量(KG)=钢筋网所用钢筋长度(M)*丝径(MM) *丝径(MM)*0.00617(φ10钢筋0.616539kg/m)。钢筋网实际质量与公称质量的允许偏差为±4.5%。金华隧道钢筋焊接网哪家好
钢筋网的长度:钢筋网平面长边的尺寸(与制造方向无关)。杭州桥梁钢筋焊接网制造
钢筋网片焊接机,隧道钢筋网片焊接机性能特点上电极采用气缸加压,压力调整方便、精确;钢筋网片一次可均匀的完成多个焊点的焊接;可任意调整加压头的下降和上升速度,缓和了对工件的加压冲击、也减少噪音;二次导体采用上部绝缘方式,绝缘性能稳定、可靠;主回路采用大功率可控硅元件,输出电源强劲、稳定、可靠性强;操作由脚踏开关控制,具有较高的生产率,劳动强度低;适用金属网片、网罩的焊接。钢筋网片,采用间接焊接技术,一次压紧分次焊接,焊接时间与分控焊接均由PLC数字编程系统组成、输入面板为触摸屏或按键两种、操作更智能化、合理化。杭州桥梁钢筋焊接网制造