商机详情 -
辽宁异径三通定制
不锈钢弯头机械抛光机械抛光分为粗抛光和细抛光。粗抛光是在转速200-300转/分的电动抛光盘上用粗呢绒进行的。在粗抛光的过程中,要适当的撒上较粗的氧化铬、氧化铝或氧化镁抛光液,并保持抛光盘上呢绒的湿润。在粗抛光过程中要拿紧试样,沿抛光盘的径向往复运动,均匀地调整所施加的压力,注意其压力也不应过大。抛光开始时,要不时的撒些抛光液。以后慢慢减轻压力,减低抛光液的浓度直至抛光到细磨痕消失,平整光亮且没有黑点时为止。粗抛光的试样经水洗净后再进行细抛光,通过细抛光以求清理粗抛光所留下的磨痕,使磨面光亮平整。细抛光所用的抛光机与粗抛光所用的设备基本相同,其转速为150-200转/分。温州永顺管件专注20年不锈钢管道配件,致力于提供四通定制,有想法的可以来电咨询!辽宁异径三通定制
不锈钢管件中的主要成分是五种元素,这五种元素都对不锈钢管件的性能起着决定性的影响,除了这五种元素之外,还有其他微量元素,比如Cr、Ni等,但是这些微量元素会对不锈钢管件的性能有一定影响,要严格控制。这五种元素究竟是哪五种呢?他们分别是碳、硅、硫、锰、磷。(1)碳钢的性能主要取决于碳含量。钢中碳含量增加,钢的强度和硬度值随之增加而塑性和韧性则随之降低。(2)硅铸造碳钢中,硅的质量分数为0.2%-0.45%,这个含量范围对力学性能的影响不大。要求硅有一定的含量是为了保证钢的脱氧,因此,硅在钢中是有益的元素。(3)硫在钢中是有害元素,它在钢中主要以Fey形式存在。与铁形成共晶体,其熔点为989度,比钢的熔点低得多。在钢的凝固过程中,硫化物常在钢的晶界析出,因其强度低、脆性高,大幅降低了钢的力学性能且在高温下容易产生热脆现象。若钢液脱氧不好,含FeC多,则硫化物与铁及Fe0形成三元共晶体,其熔点更低(约940度),危害性也更大。硫对钢的焊接性能也有不利影响。因此,应在炼钢时尽量除去硫。(4)锰在铸造不锈钢管件中,要求锰的质量分数为0.5%-0.8%,其作用是脱氧、脱硫。(5)磷也是钢中有害杂质,希望越小越好,要求其质量分数小于0.06%。贵州管件三通品质温州永顺管件专注20年不锈钢管道配件,致力于提供三通定制,欢迎新老客户来电!

不锈钢管件弯头维护保养注意事项:1、长期储放的不锈钢管件弯头,需作按期检查,经常对外露的加工外表须保持干净,清理污垢,整洁地储放在室内透风干燥的地方,禁止堆置或露天储放。经常保持不锈钢管件弯头的干燥和透风,保持器的清洁和整洁,根据准确的储放方法储放。2、不锈钢管件弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,免得密封面受冲蚀,加快磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至上具置扭紧,就可以阻止物质从填充料处泄漏。
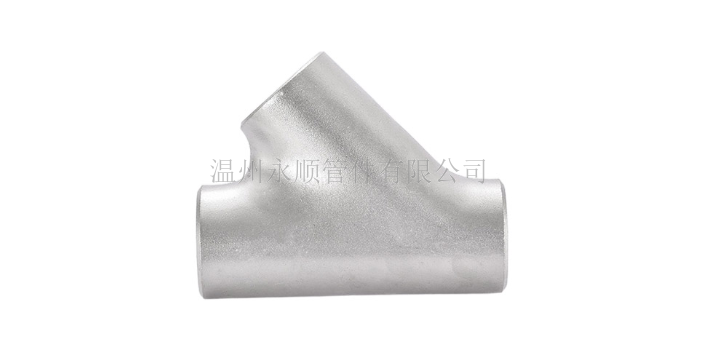
对焊四通是钢制热压成型或者锻打成型的管件,它的连接形式就是直接将四通与钢管进行对焊,对焊四通的主要制造标准一般是GB/T12459、GB/T13401、ASMEB16.9、SH3408、SH3409、HG/T21635、HG/T21631、SY/T0510。对焊四通有等径和异径之分,等径四通的接管端部均为相同的尺寸;异径的四通的主管接管尺寸相同,而支管的接管尺寸小于主管的接管尺寸。对焊四通是用于管道分支处的一种管件。对于采用无缝管制造对焊四通来讲,目前通常所采用的工艺有液压胀形和热压成形两种。温州永顺管件专注20年不锈钢管道配件,是一家专业提供三通定制的公司,期待您的光临!

不锈钢三通的液压胀形工艺可一次成形,生产效率较高;不锈钢三通的主管及肩部壁厚均有增加因不锈钢三通的液压胀形工艺所需的设备吨位较大,国内主要用于小于DN400的标准壁厚不锈钢三通的制造。其适用的成形材料为冷作硬化倾向相对较低的低碳钢、低合金钢、不锈钢,包括一些有色金属材料,如铜、铝、钛等,以制造标准划分可分为国标、电标、水标、美标、德标、日标、俄标等,具体如下:GB/T12459,GB/T13401,ASMEB16.9,SH3408,SH3409,HG/T21635,DL/T695,SY/T0510,DIN2615。温州永顺管件专注20年不锈钢管道配件,为您提供三通定制,有想法可以来我司咨询!吉林管道三通哪家好
温州永顺管件专注20年不锈钢管道配件,致力于提供四通定制,欢迎您的来电哦!辽宁异径三通定制
无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。冲压不锈钢弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。辽宁异径三通定制