商机详情 -
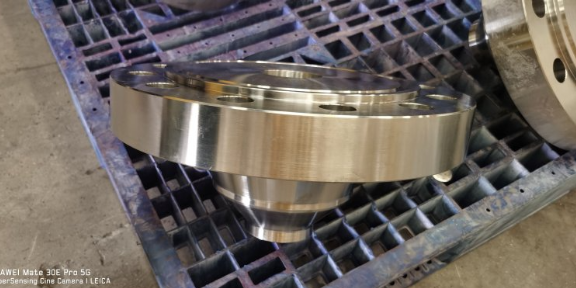
中国台湾镍基锻件
自由锻件有许多成品案例,涵盖了多个工业领域:轴类锻件:轴类锻件是机械设备中的关键部件,例如同心轴。大型偏心轴由于生产批量较小,采用自由锻造技术就很有利,尽管劳动强度大,但锻造成本相对较低。冶金机械部件:如冷轧辊、热轧辊和人字齿轮轴等。压力容器用锻件:例如筒体、釜圈法兰、封头等。船用锻件:如曲轴、尾轴、舵杆、推力轴和中间轴等。锻压机械设备部件:包括锤头、锤杆、水压机的立柱、缸体、轮轴压装机的支柱和缸体等。汽车工业用锻件:例如左、右转向节、前梁、车钩等。据统计,汽车中的锻压件占其质量的80%左右。机车用锻件:如车轴、车轮、板簧、机车的曲轴等。在机车中,锻压件约占其质量的60%。军一工用锻件:如炮管、门体、炮闩支架和牵引环等。在坦克中,锻压件占其质量的65%左右。航空航天领域:镍基合金自由锻件在航空航天领域有重要应用,如涡轮叶片和涡轮盘等部件,这些部件需要承受高温、高压和高速运转的环境,镍基合金自由锻件因其高一强度、高耐腐蚀性和高耐高温性而成为理想选择。其他领域:自由锻造还可用于制造重型和中厚钢板材的精密复杂薄壁小断面零件,如汽车的转向节十字头和制动鼓内腔主减速器锥形转子离合器和差动器等。锻件历经磨砺方显真金本色,成为工业领域的璀璨明珠。中国台湾镍基锻件
根据锻件所需的冷却速度不同,常用的冷却方法:空冷:在空气中冷却,速度较快。锻件锻后单个或成堆直接放在车间地面上冷却,但不能放在湿地或金属板上,也不要放在有穿堂风的地方,以免锻件冷却不均或局部急冷引起裂纹。堆冷:锻件堆在料箱里在空气中冷却。中、小碳素钢和低合金钢锻件常采用。坑(箱)冷:锻件锻后放在地坑或钢板夹层含保温石棉的钢板箱中封闭冷却。在保温材料内冷:锻件埋人坑内细砂、石灰或石棉材、炉渣内冷却。锻件在坑内冷却速度,可以通过不同绝热材料及保温介质进行调节。为了有效防止精锻件在冷却过程中氧化,可将其在具有保护气氛的装說中冷却。炉冷:锻件锻后直接装入炉中按一定的冷却规范缓慢冷却。由于炉冷可通过控制炉温 准确控制冷却速度,因此适于高合金钢、特殊钢锻件及各种大型锻件锻后冷却。控制冷却:对于某些锻件必须控制冷却,例如T12、GCr15、9CrSi等钢锻件,终锻后用喷雾,然后再放人坑内缓慢冷却,避免产生粗大网状碳化物,又防止产生裂纹。等温退火:白点敏感性钢钢锭锻后冷却很重要,停锻后直接进行扩氢等温退火,防止产生白点。海南钛锻件生产厂家锻件历经磨砺而愈加完美无瑕,成为工业领域的卓一越之作。

自由锻件是利用通用工具和通用加载设备使金属坯料产生局部或整体塑性变形,逐渐获得所需形状尺寸和组织性能的锻造技术制成的锻件。这种锻造方式不需要专一用工装模具,加工方式灵活,成本较低,主要应用于制坯工序和某些相对简单的锻件Zui终成形。通过自由锻造加工,金属坯料在形成多样化外形的同时能够消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构。自由锻件具有承载高、寿命长、严苛工作条件适应性强的特点,可以广泛应用于油气开采、风力发电、冶金机械、工程机械、船舶、压力容器、核电等行业。常见的自由锻件的基本工序包括镦粗、拔长、冲孔、切割、弯曲、错移、扭转、锻接等。这些基本工序可以使坯料产生变形,逐步接近Zui终所需的锻件形状和尺寸。此外,还有一些辅助工序和修整工序,如倒棱、压钳把、分段压痕、鼓性滚圆、弯曲校直、断面平整等,以进一步调整和完善锻件的形状和尺寸。
挤压锻件的制造过程挤压锻件的制造过程主要包括以下步骤:材料准备:选择合适的金属材料,如铝合金、铜合金、钢铁等,根据产品要求进行切割和下料。坯料加热:将金属坯料加热到适当的温度,以提高其塑性,降低变形抗力,便于挤压成型。挤压成型:将加热后的坯料放入挤压机的料筒中,通过挤压杆的推动,使坯料在模具的约束下发生塑性流动,并从模具的出口挤出成型。冷却与定型:挤出的锻件在空气中或特定的冷却介质中进行冷却,以达到定型的效果。热处理与精加工:根据需要对锻件进行热处理,如退火、淬火、回火等,以调整其组织和性能。然后进行切边、打磨、钻孔等精加工操作,以满足产品的Zui终尺寸和表面质量要求。每一个锻件都蕴含着工匠的心血与汗水,是工业精神的象征。

挤压锻件和模锻件区别:成型方式:挤压锻件是通过将加热后的金属坯料放入挤压机的料筒中,借助挤压杆推动坯料通过模具的孔口或缝隙挤出成型。挤压过程中,金属在模具内受到三向压应力,这使得金属可以流动并填充模具的型腔。模锻件则是使用专一用的模具进行成型。金属坯料被放置在模具的型腔内,通过施加压力(通常由锻锤或压力机提供)使其发生塑性变形,从而填充模具的型腔并获得所需的形状和尺寸。形状和尺寸精度:挤压锻件通常具有较高的形状和尺寸精度,尤其是对于那些截面形状复杂且连续的锻件。挤压工艺能够提供连续的金属流线和较少的飞边,从而减少了后续的机械加工量。模锻件也能实现较高的形状和尺寸精度,但可能需要通过多道工序和复杂的模具设计来实现。对于形状特别复杂或尺寸精度要求极高的零件,模锻可能不是Zui佳选择。每一个锻件都是工匠心血的结晶,承载着对工艺的执着与追求。中国台湾锻件供应
锻件承载着工匠的匠心与智慧,是工业制造领域的杰出代一表。中国台湾镍基锻件
模锻件和自由锻件的区别:成型方式:模锻件:使用专一用的模具进行成型。金属坯料被放置在模具的型腔内,通过施加压力使其塑性变形,填充模具的型腔以获得所需的形状和尺寸。自由锻件:不使用专一用模具。金属坯料在开放的空间中,通常借助锻锤或压力机,通过手工操作或简单的工具进行塑性变形,以获得所需的形状。形状和尺寸精度:模锻件:由于使用模具,模锻件能够实现高度的形状和尺寸精度,尤其是对于复杂形状的部件。自由锻件:形状和尺寸精度相对较低。自由锻造的过程中,形状的精确度和尺寸的均匀性难以达到模锻的水平。生产效率和成本:模锻件:模锻工艺适用于大批量生产,生产效率高。虽然模具的制造和维护需要一定的成本,但在大规模生产中,单位产品的成本相对较低。自由锻件:通常适用于小批量生产或单件生产,生产效率相对较低。自由锻造的劳动力成本较高,因为它通常需要更多的手工操作和技能。中国台湾镍基锻件