商机详情 -
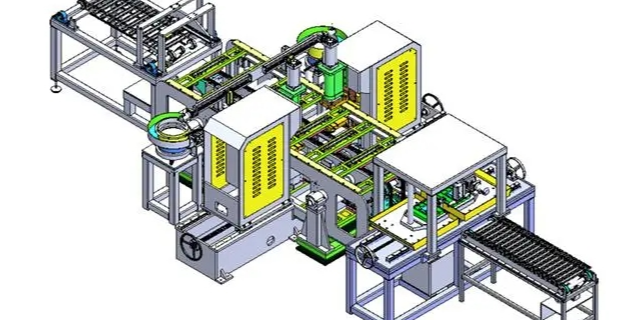
南通安装自动化生产线装置
1945年美国数学家维纳﹐N.把反馈的概念推广到一切控制系统。50年代以后﹐经典控制理论有了许多新的发展。。经典控制理论的方法基本上能满足第二次世界大战中技术上的需要和战后工业发展上的需要。但是到了50年代末就发现把经典控制理论的方法推广到多变量系统时会得出错误的结论。经典控制理论的方法有其局限性。20世纪40年代中发明的电子数字计算机开创了数字程序控制的新纪元﹐虽然当时还局限于自动计算方面,但ENIAC和EDVAC的制造成功﹐开创了电子数字程序控制的新纪元。电子数字计算机的发明为60~70年代在控制系统中广泛应用程序控制和逻辑控制以及广泛应用电子数字计算机直接控制生产过程奠定了基础。工作过程要巡检,重点部位要抽检,发现异样要记录,小问题班前班后处理(时间不长),大问题做好配件准备;南通安装自动化生产线装置
20世纪50年代末起至今是综合自动化时期,这一时期空间技术迅速发展,迫切需要解决多变量系统的控制问题。于是诞生了现代控制理论。现代控制理论的形成和发展为综合自动化奠定了理论基础。同时微电子技术有了新的突破。1958年出现晶体管计算机,1965年出现集成电路计算机,1971年出现单片微处理机。微处理机的出现对控制技术产生了重大影响﹐控制工程师可以很方便地利用微处理机来实现各种复杂的控制,使综合自动化成为现实。“自动化(Automation)”是美国人D.S.Harder于1936年提出的他认为在一个生产过程中,机器之间的零件转移不用人去搬运就是“自动化”。徐州耐用自动化生产线标志4、天车上所有胶轮上轴承加注黄油防锈;
能熟练进行常规仪表、智能仪表、控制柜的选型、安装、校调与维护;具备小规模控制系统设计、安装与调试工程实训背景;具备对糖厂、纸厂或水泥厂、脱硫等生产过程实施自动化改造的工程实训背景;具备火电厂热工检修工程实训背景;具备工业计算机DCS系统组态、安装、调试、维护实训背景。在电力、冶金、石油、化工、制糖、造纸、水泥等行业企业,从事工业过程检测仪表、自动控制装置、管线、阀门的安装、维护、检修,工业过程控制系统的投运、维护、管理和系统集成及组态调试,常用电气控制设备的安装、维护、检修等方面的工艺及技术管理,以及仪表及自动化设备的销售等工作,也可以从事相关企业生产过程的运行管理工作。职业工种包括:热力设备运行操作、自动化仪表维护维修、自动化设备及系统调试与维护、维修电工、自动化设备及仪表销售等。
自动生产线是指由自动化机器体系实现产品工艺过程的一种生产组织形式。它是在连续流水线的进一步发展的基础上形成的。其特点是:加工对象自动地由一台机床传送到另一台机床,并由机床自动地进行加工、装卸、检验等;工人的任务是调整、监督和管理自动线,不参加直接操作;所有的机器设备都按统一的节拍运转,生产过程是高度连续的。二十世纪20年代,随着汽车、滚动轴承、小型电动机和缝纫机等工业发展,机械制造中开始出现自动线,早出现的是组合机床自动线。在二十世纪20年代之前,首先是在汽车工业中出现了流水生产线和半自动生产线,随后发展成为自动线。第二次世界大战后,在工业发达国家的机械制造业中,自动线的数目急剧增加。输送机可进行水平、倾斜和垂直输送,也可组成 空间输送线路,输送线路一般是固定的。
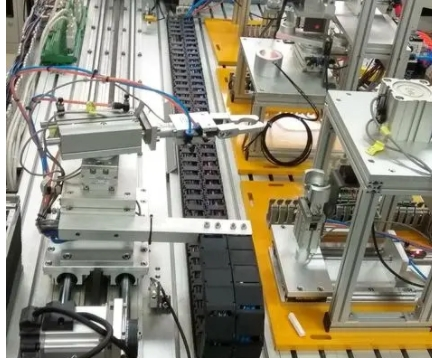
电工技术综合实训、电子技术应用研究综合实训、电气控制技术综合实训、自动化仪表综合实训、自动化生产实习、金工实习、毕业设计、顶岗实习。生产过程自动化:就是通过采用计算机技术和软件工程采集的数据和程序的运算,输出到执行器起执行以达到生产工艺过程的控制目的.更高效、更安全地运营,重要就是学习仪表.控制系统,通讯。生产过程自动化专业在工厂里面一般就叫仪表工。为应用型技术人才。具备热力过程及典型工业过程(如糖厂、纸厂、脱硫工艺)自动控制方面的基本理论知识;能熟练进行自动化控制设备(含PLC、DCS、电动执行机构、气动执行机构)的选型、通讯网络集成、安装、调试与维护;有时采用机械手完成传送装置的某些功能。南通安装自动化生产线装置
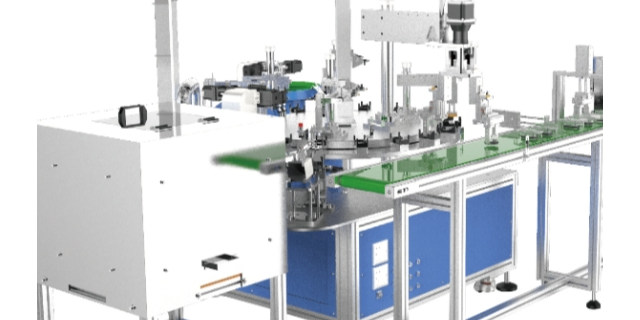
自动生产线节省了大量的时间和成本,在工业发达的城市,自动生产线的维修成为热点。南通安装自动化生产线装置
分部修理法:自动生产线如有较大问题,修理时间较长。不能用同步修理法。这时利用节假日,集中维修工、操作工,对某一部分进行修理。待到下个节假日,对另一部分进行修理。保证自动生产线在工作时间不停产。另外,在管理中尽量采用预修的方法。在设备中安装计时器,记录设备工作时间,应用磨损规律,来预测易损件的磨损,提前更换易损件,可以把故障预先排除。保证生产线满负荷生产。自动生产线的保养:电路、气路、油路及机械传动部位(如导轨等)班前班后要检查、清理 ;工作过程要巡检,重点部位要抽检,发现异样要记录,小问题班前班后处理(时间不长),大问题做好配件准备;统一全线停机维修,做好易损件计划,提前更换易损件,防患于未然。南通安装自动化生产线装置