商机详情 -
南京应用自动化生产线情况
伴随着过程控制技术的发展,实现过程控制的工作也在同样的在不断的更新换代,自动化水平不断的提高。20世纪70年代中期的DDZ-Ⅲ型仪表,是继集成电路之后出现的,以集成运算放大器为主要放大元件,24V DC为能源,采用国际标准信号制的4~20Ma DC为统一标准信号的组合型仪表。它在体积基本不变的情形下,增加了仪表的功能,工作在现场的DDZ-Ⅲ型仪表均为安全火花型防爆仪表,配上安全栅,构成安全火花防爆系统,相当安全。因此在化工、炼油等行业得到了广泛的应用,并曾一度占主导地位,至今,一些中小企业及大企业的部分装置仍在使用。3、所有的马达需要用保鲜纸包好保护好;南京应用自动化生产线情况
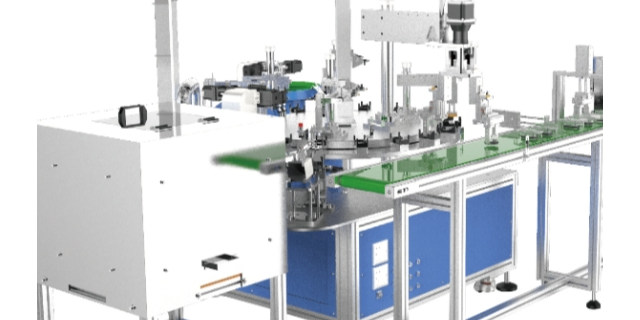
自动化(Automation)是指机器设备、系统或过程(生产、管理过程)在没有人或较少人的直接参与下,按照人的要求,经过自动检测、信息处理、分析判断、操纵控制,实现预期的目标的过程。自动化技术用于工业、农业、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。因此,自动化是工业、农业、和科学技术现代化的重要条件和标志。南京应用自动化生产线情况输送机可进行水平、倾斜和垂直输送,也可组成 空间输送线路,输送线路一般是固定的。
进入20世纪80年代后,由于微处理器的发展,又出现了DDZ-S型智能式单元组合式仪表。它以微处理器为,能源、信号都能于DDZ-Ⅲ型,其可靠性、准确性及功能等都远远由于DDZ-Ⅲ型仪表。二、毕业设计研究现状和发展趋势自从20世纪80年代开始,由于各种高新技术的飞速发展,我国开始引进和生产以微型计算机为,控制功能分散、显示操作集中,集控制、管理于一体的分布式控制系统(DCS),从而将过程控制仪表及装置推向高级阶段。同时,可编程序控制器(PLC)的应用也从逻辑控制领域向过程控制领域拓展,以其优良的技术性能和良好的性能/价格比在过程控制和控制领域中占据了一席之地。
机械制造业中有铸造、锻造、冲压、热处理、焊接、切削加工和机械装配等自动线,也有包括不同性质的工序,如毛坯制造、加工、装配、检验和包装等的综合自动线。切削加工自动线在机械制造业中发展快、应用广。主要有:用于加工箱体、壳体、杂类等零件的组合机床自动线;用于加工轴类、盘环类等零件的,由通用、专门化或自动机床组成的自动线;旋转体加工自动线;用于加工工序简单小型零件的转子自动线等。1.先确定节拍时间:不论何种制品,皆在其必须完成的恰好时间内制造。同步修理法:在生产当中,如发现故障尽量不修,采取维持方法。

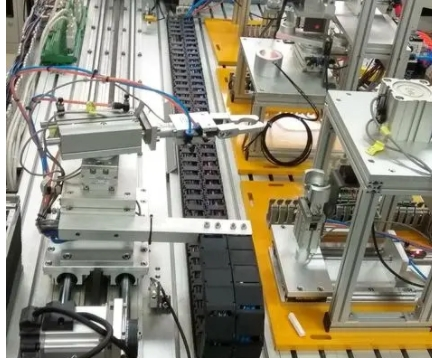
柔性联接在柔性联接自动线中,各工序(或工段)之间设有储料装置,各工序节拍不必严格一致,某一台设备短暂停歇时,可以由储料装置在一定时间内起调剂平衡的作用,因而不会影响其他设备正常工作。综合自动线、装配自动线和较长的组合机床自动线常采用柔性联接。传送系统自动线的工件传送系统一般包括机床上下料装置、传送装置和储料装置。在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。有时采用机械手完成传送装置的某些功能。在组合机床自动线中当工件有合适的输送基面时,采用直接输送方式,其传送装置有各种步进式输送装置、转位装置和翻转装置等对于外形不规则、无合适的输送基面的工件,通常装在随行夹具上定位和输送,这种情况下要增设随行夹具的返回装置。分部修理法:自动生产线如有较大问题,修理时间较长。不能用同步修理法。徐州耐用自动化生产线销售
在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。南京应用自动化生产线情况
分部修理法:自动生产线如有较大问题,修理时间较长。不能用同步修理法。这时利用节假日,集中维修工、操作工,对某一部分进行修理。待到下个节假日,对另一部分进行修理。保证自动生产线在工作时间不停产。另外,在管理中尽量采用预修的方法。在设备中安装计时器,记录设备工作时间,应用磨损规律,来预测易损件的磨损,提前更换易损件,可以把故障预先排除。保证生产线满负荷生产。自动生产线的保养:电路、气路、油路及机械传动部位(如导轨等)班前班后要检查、清理 ;工作过程要巡检,重点部位要抽检,发现异样要记录,小问题班前班后处理(时间不长),大问题做好配件准备;统一全线停机维修,做好易损件计划,提前更换易损件,防患于未然。南京应用自动化生产线情况