商机详情 -
内胀夹具液压夹具品牌
在针对无法设定刚性支撑或加工薄壁零件时,辅助浮动支撑油缸是比较佳的选择,转角油缸与浮动支撑油缸的组合可保证夹紧工件不变形。液压夹具的第三个优势就是比较适合加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(夹紧位置在机床台面站人的远处,人手难以碰到)。液压夹紧可以通过换向阀的操作非常方便的来解决这些问题,这就可以实现多个零件在一个夹具体上同时装夹和加工。液压组合夹具可实现多工位的装夹,提高工作生产率。相比机械夹具,液压夹具的前期投入成本较高,需配套动力单元,然而从长远来看,这项投资是有意思的。在今后产品换型只需要作简单的调整布局又可以满足生产需求。具是数控加工中心的一个组成部分,根据加工产品的不同,对夹具的要求也会不同,需要使用对应的夹具。内胀夹具液压夹具品牌
基于研究电梯制动器常见失效形式与检验要点,首先,通过盘式制动器,闸瓦式制动器以及块式制动器来对电梯制动器的种类以及工作原理展开研究;其次,通过机械和电气这2个方面具体的分析了电梯制动器常见的失效形式,提出加强电梯制动器的维护力度,提高电梯制动器制动力的检验力度,确保运行过程,落实电气设备,提升材料质量,从根源上完善检验工作以及做好电梯制动器的养护工作这5点电梯制动器的检验要点,以此来大幅度降低电梯安全事故发生的概率,才可以真正的保障电梯运行的稳定性以及安全性.青浦区镶片式滚刀液压夹具在生产批量较大时可考虑采用多工位夹具和气动,液压夹具。
液压夹具的优势在哪里?相信很多企业都追求成本低,产量高,减少人工加工的不所带来的损失,要解决这些问题,就要找对方法。现在很多企业还在应用传统机械夹紧的方式来加工,熟不知这种方法已经渐渐在落后,并且对企业生产不利,现在的夹具,能解决所有企业头疼的问题,夹具种类很多。夹具是工业生产制造过程中的重要工具,可以根据实际生产需要,进行不同的设计,液压夹具也是其中之一,探究液压夹具的设计原则及应用情况,可以为机械制造的后续发展奠定基础。
卡盘的安装借以使得机床加工能够获得越来越好的精度与稳定性,卡盘亦便成为了重要的“加分项”。卡盘于市场之上目前重要有国内卡盘与进口(中国台湾地区、国外)卡盘这两类。自卡盘爪数之上可以分为:两爪卡盘,三爪卡盘,四爪卡盘,六爪卡盘与特殊卡盘。自使用动力之上可以分为:手动卡盘,气动卡盘,液压卡盘,电动卡盘与机械卡盘。自结构之上可以分为:中空卡盘与中实卡盘。事实上,国内的生产技术是完全有能力生产出质量卡盘产品的。液压夹具具有夹紧力大,夹紧可靠,工作平稳。

液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。液压夹具在推荐加压值范围内未能夹紧标准件,表明液胀夹具夹紧失效,请联系公司技术员。内胀夹具液压夹具品牌
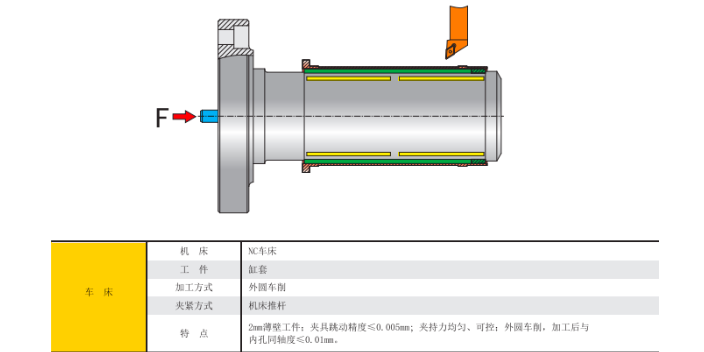
工件采用两端台阶孔定位,工件从一端装入夹具后,再装入变径卡簧。内胀夹具液压夹具品牌
数控铣削夹具的选用原则-在选用夹具时,通常需要考虑产品的生产批量,生产效率,质量保证及经济性。1.在生产量小或研制时,应采用组合夹具,只有在组合夹具无法解决工件装夹时才考虑采用其他夹具。2.小批量或成批生产时可考虑采用夹具,但应尽量简单。3.在生产批量较大时可考虑采用多工位夹具和气动,液压夹具。对夹具的基本要求--实际上加工中心加工时一般不用很复杂的夹具,只要求有简单的定位、夹紧机构就可以了,气设计原理也与通用铣床夹具相同。内胀夹具液压夹具品牌