商机详情 -
液胀芯轴液压夹具定制价格
液压夹具的优势在哪里?相信很多企业都追求成本低,产量高,减少人工加工的不所带来的损失,要解决这些问题,就要找对方法。现在很多企业还在应用传统机械夹紧的方式来加工,熟不知这种方法已经渐渐在落后,并且对企业生产不利,现在的夹具,能解决所有企业头疼的问题,夹具种类很多。夹具是工业生产制造过程中的重要工具,可以根据实际生产需要,进行不同的设计,液压夹具也是其中之一,探究液压夹具的设计原则及应用情况,可以为机械制造的后续发展奠定基础。液压夹具设计的基本要求:工装夹具应具备足够的强度和刚度,夹紧的可靠性,焊接操作的灵活性。液胀芯轴液压夹具定制价格
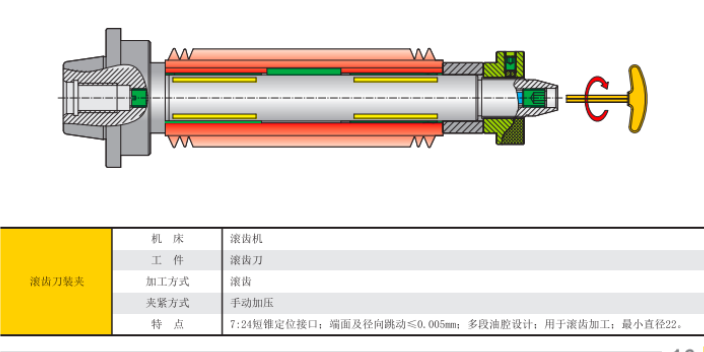
斜齿滑块式手动卡盘动作原理:卡盘外部三个滑块的顶部带有斜齿,与卡爪顶部的斜齿构成斜面啮合关系;于卡盘盘体之上有三个皆匀布置的滑槽,滑槽的方向和径向垂直;当三个滑块于滑槽之内移动时,透过滑块顶部与卡爪顶部斜齿的啮合把滑块的运动转换成卡爪的径向移动,夹紧或是松开工件。斜齿滑块式手动卡盘设有卡爪快换机构,如果按照下位在卡盘尾部的按钮时,可把卡爪抽出,一分钟内可以更换所有卡爪,数秒钟便能改变夹持直径。斜齿滑块式手动卡盘之上卡爪的驱动过程作为:用卡盘钥匙转动丝杆,丝杆带动滑块1于滑槽之内移动,该滑块亦透过同步盘带动另外两个滑块移动,保持三个滑块同步,带动三个滑块松开/夹紧。液压夹具盘丝型手动卡盘结构回顾:当用卡盘钥匙转动三个驱动小伞齿轮之一时,和小伞齿轮啮合的大伞齿轮逐渐转动,大伞齿轮的正面是平面螺纹(等进螺纹线),和平面螺纹相互啮合的三个卡爪随著平面螺纹的转动因而除此之外向心或是离心移动,实现工件的夹紧/松开。两种卡盘对比:斜齿滑块式手动卡盘的滑块移动方向垂直在卡爪的离心力方向,滑块顶部的斜齿与卡爪顶部的斜齿啮合时为面接触,因此卡盘的夹持力大,夹持力受离心力的影响非常小,可以用于高工作转速的场合。螺伞锥齿液压夹具批量定制切削后配管必须清洗干净,切削、毛刺、灰尘和其它杂物累积在管道和内置油路内。

一种用于盘式制动器缸体加工的楔形夹紧液压夹具,其特征在于:包括底座,底座顶部设有在竖直方向上对工件对应表面限位支撑的垫块,底座上于所述垫块的四周设有用于在水平方向上对工件侧面限位夹紧的水平夹持部件,水平夹持部件由沿横向、纵向相对间隔设置的成对的限位挡块与活动夹紧装置构成,各限位挡块固定在底座上,各活动夹紧装置包括驱动油缸和驱动油缸的活塞杆上传动连接的与对应的限位挡块相对设置的定位部分,活动夹紧装置中的其中至少一个为楔形活动夹紧装置,楔形活动夹紧装置的定位部分由竖向伸缩的夹紧油缸驱动的楔形块构成,楔形活动夹紧装置还包括与楔形块并列设置的固定在底座上的楔形夹紧支座,楔形夹紧支座和楔形块的相对面上具有滑动配合的、用于对楔形块施加朝向限位挡块方向的侧向力的楔形面,楔形块与相对应的限位挡块的相对面上具有用于夹紧工件的定位面。
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,目前广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形,还能利用自动控制压板的压紧和抬起在加工中让开夹紧位置。液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位,还能完成手动夹具无法完成的支撑、夹紧和快速释放。不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。液压夹具能减少不必要的损失,并且在加工中能得心应手.
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形,还能利用自动控制压板的压紧和抬起在加工中让开夹紧位置。液压夹具为各种加工过程提供强大的夹紧与定位力。属同的夹具,有不同的夹紧原理不同的机构,需求的夹紧力也有差别。所以要详细问题详细剖析。安徽粘接涨套液压夹具多少钱
加工时间长的工件,一般会使用液压夹具,并在加工时对内部泄漏进行补偿,以防止夹具松动。液胀芯轴液压夹具定制价格
数控铣削夹具的选用原则-在选用夹具时,通常需要考虑产品的生产批量,生产效率,质量保证及经济性。1.在生产量小或研制时,应采用组合夹具,只有在组合夹具无法解决工件装夹时才考虑采用其他夹具。2.小批量或成批生产时可考虑采用夹具,但应尽量简单。3.在生产批量较大时可考虑采用多工位夹具和气动,液压夹具。对夹具的基本要求--实际上加工中心加工时一般不用很复杂的夹具,只要求有简单的定位、夹紧机构就可以了,气设计原理也与通用铣床夹具相同。液胀芯轴液压夹具定制价格