商机详情 -
非标螺纹刀具
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损非标刀具的应用范围非常广,可以应用于各种复杂形状的工件加工。非标螺纹刀具

铣刀尽量选择大的背带刀的量,再选择更大的进给量。一是经过查手册,能够查进给量、切削速度、刀具的运用时间。手册中的数据只能作为参考。手册中的数据是经过在特定条件下停止切削实验制造的数学模型。详细运用条件和实验条件与我们的实践运用状况不同。必需依据实践加工状况停止一定的修正,同时在反复运用中,依据加工状况恰当调整加工效果,以取得***佳的切削运用量。二查阅刀具制造商的产品画册。产品画册在引见产品的同时,引荐相应的切削速度和进给量。也会特别阐明运用时也必需依据实践状况停止调整。三切削实验。该办法能够得到合理的切削量,同时也是本钱比拟高的。假如加工订单量不大,不倡议尝试。实验条件尽量与实践状况相同,得到的切削量比拟精确江西玉米铣刀非标刀具供应商汽车零部件非标刀具锥孔钻。
热装刀柄是运用金属材料热胀冷缩的原理,用热感应设备(热装机,热缩机)使刀柄的夹持部分在短时间内加热,刀柄内径随之扩张,此时把刀具装入刀柄内,刀柄冷却收缩时,即可赋予刀具夹持面均匀的压力,然后发生很高的径向夹紧力,将东西牢牢夹持住。拆开刀具进程,与装夹刀具基本共同,先运用热装机将装夹刀具的刀柄加热,刀柄内径扩张,取出刀具。热装刀柄特点:归纳精度高,4倍径处跳动≤0.003mm。动平衡好,低风阻,习惯高速回转。结构紧凑,整体刚性高,合适深腔加工。夹头和刀具之间没有其他前言,抗污能力强。热装刀柄可解决高速精加工中极为重要的平衡、振摆精度及夹紧强度等问题。
为什么要强调分离的非标生产制造部?因为多数非标刀具生产厂家还生产标准刀具,混线生产的好处是很大程度的提高设备使用率,忙时生产标准刀具,闲时加工非标刀具,生产安排妥协的后果就是非标刀具的交付时间较延长。因此,只有分离的非标生产制造部才能实现非标刀具超快捷。非标刀具只是相对市场上的标准刀具而言,对于刀具供应商来说,只有实现非标刀具的标准化生产流程,才能充分保证非标刀具质量的持续性和稳定性。毕竟,在刀具用户的眼中,刀具质量和稳定性和交货期同样重要。汽车零部件非标刀具转向器壳体PCD钻铰刀。
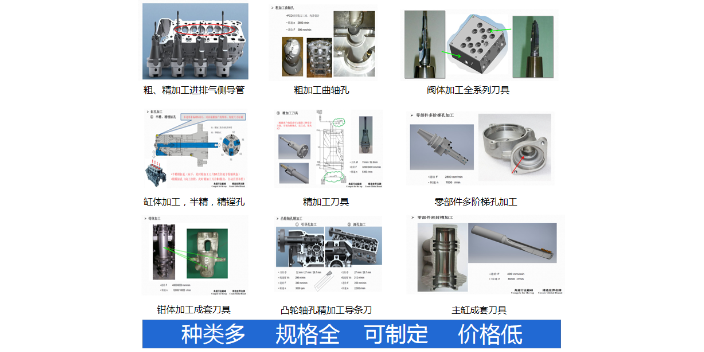
非标刀具的注意事项有一下几种:1、进行过热处理,强度和硬度较高,一般的刀具材料无法进行切削加工,或者粘刀的厉害,这是,就需对刀具的材料提出特殊要求。一般的解决方法是选用***的刀具材料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件材料,用质量的硬质合金材料刀具可以加工高硬质的材料,甚至可以以铣代磨。2、非标刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用常规刀具的加工中,往往不会造成很大的损害,因为刀具断了可以更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生弯曲、变形,或者是局部的应力集中,这就应该在设计时就注意避免容易发生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶设计等。4、如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度,这方面的东西非常复杂,需对加工现场分析后才能得出结论。5、非标刀具尺寸相差不能太大,一般不要超过2mm,因为尺寸相差太大的话,会引起刀具的槽形发生变化。汽车零部件非标刀具排气管成型铣刀。四川锥孔钻非标刀具供应商
机械加工中所需要的各类非标刀具都有相关的型号、规格,确定了刀具的安装方式、几何尺寸、刀具角度等。非标螺纹刀具
机械加工中所需要的各类刀具都有相关的型号、规格,确定了刀具的安装方式、几何尺寸、刀具角度等。但在生产有些特殊零件时,机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,通用的刀具不能满足产品的需要。需定做安装方式、几何尺寸、刀具角度等不同于通用刀具的即为非标刀具,非标刀具是根据零件的加工特性,特别设计制造的刀具,能提高生产效率,综合降低成本。2因此,非标刀具的制作对机械切削加工十分重要。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到一些工件的表面几何形状复杂特殊、工件进行过热处理而硬度增大、工件为不锈钢等容易粘刀、被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计。3非标刀具可分为不需要专门订制和需要专门订制两大类。不需要专门订制的刀具主要是解决两个问题,如尺寸问题和表面粗糙度问题。如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度。非标螺纹刀具