商机详情 -
重庆铣刀刀具
一般来说,金刚石刀具不只具有极高的硬度,还有着极高的耐磨性、低摩擦系数、高弹性模量、高热导、低热膨胀系数以及与非铁金属亲和力小等多种长处。可用于非金属硬脆材料如石墨、高耐磨材料、复合材料、高硅铝合金及其它耐性有色金属材料的精密加工。别的金刚石刀具的类型繁复,不同品种间功能差异***,在结构、制备方法和应用领域都有很大区别。目前金刚石的首要加工方法有以下四种:薄膜涂层刀具、厚膜金刚石焊接刀具、金刚石烧结体刀具和单晶金刚石刀具。上海每卓实业有限公司,致力于精细刀具订制;公司业务***,同时经营液压夹具、非标刀具、齿轮刀具等多业务;并在业内受拥***好评!致力于为客户提供稳定品质的孔加工刀具。重庆铣刀刀具
薄膜涂层刀具(1)薄膜涂层刀具是在刚性及高温特性好的集体材料上通过化学气相沉积法(CVD)沉积金刚石薄膜制成的刀具。由于SiN4系陶瓷、WC+Co系硬质合金以及金属W的热膨胀系与金刚石接近,制膜时产生的热应力小,因此可作为刀体的基体材料。WC+Co系硬质合金中,粘结相Co的存在易使金刚石薄膜与基体之间形成石墨而降低附着强度,在沉积前需进行预处理以消除Co的影响(一般通过酸腐蚀去Co)。(2)化学气相沉积法是采用一定的方法把含有C源的气体***,在极低的气体压强下,使碳原子在一定区域沉积下来,碳原子在凝聚、沉积过程中形成金刚石相。目前用于沉积金刚石的CVD法主要包括:微波、热灯丝、直流电弧喷射法等。(3)金刚石薄膜的优点是可应用于各种几何形状复杂的刀具,如带有切屑的刀片、端铣刀、铰刀及钻头;可以用来切削许多非金属材料,切削时切削力小、变形小、工作平稳、磨损慢、工件不易变形,适用于工件材质好、公差小的精加工。主要缺点是金刚石薄膜与基体的粘接力较差,金刚石薄膜刀具不具有重磨性。日韩成型刀具定制汽车零部件非标刀具HUB面铣刀。

复合材料相比于其它材料具有质量轻、强度高、耐高温、耐腐蚀等特性,成为航空航天领域的理想材料。随着航空航天复合材料的广泛应用,如何正确选择、合理使用刀具进行高效高质量切削加工是一个非常重要的问题。航空航天制造业广泛应用的刀具材料主要有硬质合金和PCD刀具材料,其中,PCD刀具材料所占比重越来越大,在当今的航空制造中两者成为航空航天业刀具发展中的主导刀具,应用范围相当。PCD刀具于1973年在美国开始应用。自汽车工业应用PCD刀具以来,PCD刀具在北美汽车工业中的使用量高速增长。美国汽车公司使用PCD刀具加工的主要对象是发动机的铝合金汽缸体。PCD刀具的应用涵盖汽车几乎所有铝合金零部件加工领域,包括阶梯复合刀具,铸铝及铝合金加工丝锥,各种高精度孔复合绞刀,复合钻头,大倍径钻头,高难度材料加工钻头等等。国内汽车企业如一汽大众,已使用PCD刀具加工汽车铝合金零部件(如汽车铝合金活塞、铝合金轮毂)。
数控刀具是一种通过计算机控制的切削工具,广泛应用于机械加工领域。它是数控机床的重要组成部分,能够实现高精度、高效率的切削加工。数控刀具具有以下特点:1.高精度:数控刀具采用先进的数控技术,能够精确控制刀具的运动轨迹和切削参数,从而实现高精度的加工。它能够在不同材料上进行精细加工,如铝合金、钢材等。2.高效率:数控刀具具有快速的切削速度和高效的加工能力,能够大幅提高生产效率。它能够自动化地完成复杂的切削任务,减少人工操作的时间和成本。3.多功能:数控刀具可以根据不同的加工需求进行多种切削操作,如铣削、钻孔、镗削等。它能够实现多种切削方式的自动切换,提高加工的灵活性和多样性。4.节能环保:数控刀具采用先进的节能技术,能够减少能源的消耗和废料的产生。它能够通过优化切削参数和刀具材料的选择,实现节能环保的加工过程。5.自动化控制:数控刀具通过计算机控制系统实现自动化的加工过程。它能够根据预先设定的程序,自动调整刀具的运动轨迹和切削参数,实现高度自动化的加工操作。铝合金及有色金属适用金刚石PCD刀具。

超硬材料具有优异的机械性能、物理性能和其他性能,其中有些性能很适合于刀具。具有很高的硬度天然金刚石的硬度达10000HV;CBN的硬度达7500HV。与其他硬物质相比,SiC硬度为3000~3500HV,A12O3为2700HV,TiC为2900~3200HV,WC为2000HV,Si3N4为2700~3200HV;作为刀具材料用的硬质合金,其硬度*为1100~1800HV。具有很好的导热性天然金刚石的热导率达2000W/m-1*K-1,CBN的热导率达1300W/m-1/K-1。紫铜的导热性很好,其热导率*为393W/m-1*K-1;纯铝为226W/m-1*K-1,故金刚石与CBN的热导率分别是紫铜的5倍和,是纯铝的8倍和5倍。硬质合金的热导率*为35~75W/m-1*K-1。具有很高的杨氏模量天然金刚石的杨氏模量达1000GPa,CBN的杨氏模量在720GPa。而SiC、Al2O3、WC、TiC的杨氏模量*分别为390、350、650、330GPa。物质的杨氏模量大就是刚性好。具有很小的热膨胀天然金刚石的线膨胀系数为1×10-6/K,CBN的线膨胀系数为()×10-6/K。而硬质合金的线膨胀系数为(5~7)×10-6/K。具有较小的密度天然金刚石的密度为,CBN的密度为。与Al2O3、Si3N4的密度接近。具有较低的断裂韧性天然金刚石的断裂韧性为。陶瓷刀具材料的断裂韧性在各种刀具材料中是属于较低者,然尚能达7~9MPa?。细粒度(1-10 微米)PCD 复合片耐磨性能较差,但制作的刀具可实现相对低的工件表面粗糙度。浙江机加工刀具
784960 非标刀具非标复合铰刀,一次性可完成几个孔的精铰,提高生产效率。重庆铣刀刀具
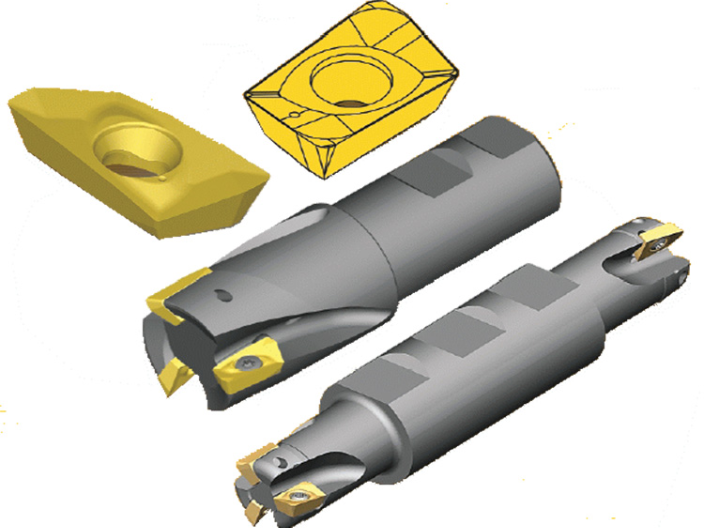
每卓实业供应常规机械夹紧刀片和特制机械夹紧刀片。选用世界上^的生产线和先进的生产工艺,我们可以为客户提供用于车削、铣削、镗孔、切槽、螺纹的成型刀片或半加工刀片。PCD可转位刀片类型:位字母为形状代号,用于表示刀片的形状,包括正方形、正三角形、菱形等。第二位字母为后角代号,表示刀片的后角,第三位字母为等级代号,表示刀片的制造精度等级,A~U不同,A级精度^高,第四位字母为沟、孔代号,表示刀片的表面形状,指断屑槽和安装孔,数字前两位为切削刃长度及内切圆代号,表示切削刃长度和内切圆直径,中间两位为厚度代号,指的是刀片的厚度,后两位表示刀尖圆弧半径代号,一般指数值,在数字代号后的位字母表示主切削刃形状刀具,由断屑槽区分,^的的两位字母为补充代号,主要指适用的材料及使用工艺特性。PCD可转位刀片的优点可转位刀具与釺焊式和其他机械夹固式的刀具相比有如下优点:①避免了硬质合金釺焊时容易产生裂纹的缺点;②可转位刀片适合用气相沉积法在硬质合金刀片表面沉积薄层更硬的材料(碳化钛、氮化钛和氧化铝),以提高切削性能;③换刀时间较短;④由于可转位刀片是标准化和集中生产的,刀片几何参数易于一致,切屑控制稳定。重庆铣刀刀具