商机详情 -
安徽金刚石刀具加工
成型刀具又称成形车刀,是加工回转体成形表面的**工具,刀具的切削刃按工件表面轮廓形状制造,加工时,刀具相对工件作简单的直线进给运动。成型刀具和普通刀具区别在于:1、操作难易程度不同,用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。普通刀具在切削加工中可能需要多次进给,且对工作操作水平有更高要求。2、制造成本不同,成形车刀的可重磨次数多,使用寿命长,但是成形车刀的刀刃形状、刀具的设计和制造较复杂,故成本比普通车刀要高。3、适用性不同,成型刀是非标**刀具,只能加工一种形状,不能通用。故通常用在小型零件的大批量生产中。而普通车刀可以应用于各类形状的加工方面,应用范围更广。涂层的非标刀具,具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性。安徽金刚石刀具加工
掌握三个技巧,网上选购金刚石刀具很简单!其实有很多厂家都在线出售金刚石刀具,这样有利于采购商的价格衡量,也可以选择到高性价比的刀具。而且很多厂家都有直销报价,还有良好的售后服务,其实只要是能够与正规商家合作,直接在线选购合适的刀具也同样有保障,但是一定要掌握技巧。那么该如何在线选购到合适的刀具呢?正规销售网站是好的选择毕竟现在的电商平台也非常多,而且很多刀具本身的报价也不低,所以还是要特别注意好哪个平台是正规的。不管是综合的电商平台,还是厂家官网都可以,只要平台可靠,那么对方可以提供正规品牌的刀具,这样选购到金刚石刀具也能够保证质量。而且一般厂家直销价格要更低,性价比方面也是不错的。注意刀具参数的比较因为我们的需求不同,所以选择刀具时还是要注意好具体的参数,以及应用领域等。一般厂家都是会直接给出具体的参数,还有型号的具体情况,不管是想要购买一些特殊类型刀具或者是其他加工工具都没有问题,这样也能够保证刀具符合我们的加工要求。多方面进行价格衡量因为很多厂家都是要大批量采购不同型号的金刚石刀具,所以还是要做好价格方面的比较。可以通过网络多衡量几个不同厂家的报价。安徽金刚石刀具加工汽车零部件非标刀具涡轮壳PCD组合铣刀。

热装刀柄利用刀柄与刀具的热膨胀系数之差,来强力夹紧并有效操控刀具跳动,与弹簧夹头以及液胀刀柄相比,热缩刀柄动平衡和刚性都较好,标准化的操作运用成本低,在如今的高速加工中运用***。热装机是配合其运用的工具,但是很多人对它了解不多。刀柄热缩机有人也叫刀柄热胀仪,首要与热缩刀柄一同运用,经过加热刀柄增大刀柄孔径装入刀具,当刀柄冷却后,刀具就被夹持的原理,实现快速更换装刀。热缩机针对不同类型的热缩刀柄预设了对应的热缩参数。对刀柄进行加热时分,直接经过按键选择即可,无需自己输入。对一起能够选用新式的风冷设备和FKS04S水冷设备,加热后的刀柄进行冷却,满意不同的刀柄冷却需求。所以热缩机能够持续的进行能量输出,防止因为能量输入不受操控、过快地施加过多能量,导致刀架退火。也防止了不受操控的能量输入形成刀柄过热,刀柄的结构发生变化,导致刀柄后续加热过程将花费更长的时刻,乃至形成刀柄损坏,无法持续运用的情况。一起因为热缩机能够设置固定的参数,所以细长的刀柄也能够在安全的情况下毫无问题地收缩,不会忧虑过热。
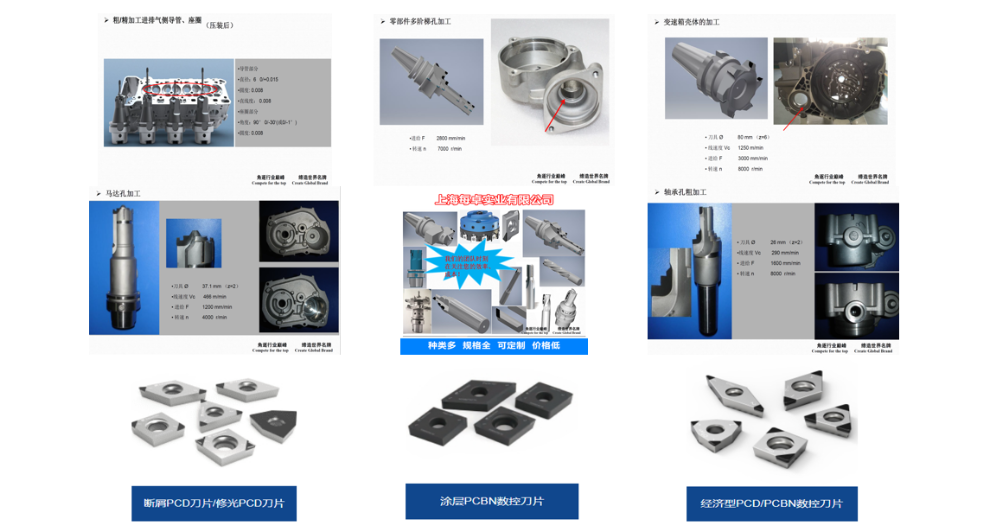
非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、全体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的资料也有必定的要求的。多晶金刚石(PCD)和多晶立方氮化硼(PCBN)刀具虽然其成本较高,但是这种刀具能成为提高生产率的比较好工具。

PCBN制成的刀具**适应于硬零件的切削加工。实际上,被加工零件硬度的下限是45HRC。如果用PCBN刀具加工硬度低于45HRC的零件,就将产生刀痕。在粗加工中,用整体PCBN刀具切削加下的比较大切削深度,在4.76~6.4mm的范围内变化加工白铁和其它硬的高铬铁比较大切削深度约为4.76mm,加工非合金的纯铸铁比较大切削深度为6.4mm,精加工的切削速度范围从加工高铬铁的107~122m/min到加工灰铸铁的高达2134m/min内变化。一切用PCBN刀具的加工,都要求使用刚性非常好的工具、夹具、主轴和机床。恰当的PCBN刀具精加工切削速度随着工件材料、材料高度以及零件的尺寸和形状的不同而***变化。例如,你可以在加工洛氏硬度60~62HRC的硬化钢时,以0.51mm的切削深度达到183m/min的切削速度;进给量为0.05~O.1mm/r可以加工出较低的表面粗糙度;材料越硬要求的切削速度越高。但是,切削速度大于约198m/min时,将导致过度磨损。加工普通铸铁可以用非常高的切削速度。刀尖形PCBN刀具无论是用于粗加下还是精加工都是既经济又可靠的。但是在有此场合要求使用整体刀具和全断面形刀具。粗镗带有铸造毛刺的气缸衬里的中间部位,就是一个典型的例子。面对日益增多的难加工材料,刀具行业必须改进刀具材料研发新的刀具材料和更合理的非标刀具。日韩PCD刀具定制
致力于为客户提供稳定品质的PCD刀具。安徽金刚石刀具加工
刀具分右手刀及左手刀,因此选择正确的刀具非常重要。通常,右手刀具适合于逆时针旋转(CCW)的机床(沿主轴方向看);左手刀具适合于顺时针旋转(CW)的机床。如果你有几台车床,一些夹持左手刀具,其他的左右手兼容,那么请选择左手刀具。而对于铣削而言,人们通常倾向于选择通用性更强的刀具。但是尽管此类刀具涵盖的加工范围更大,也令你即刻损失了刀具的刚性,增大了刀具挠曲变形,降低了切削参数,同时更容易引起加工振动。另外,机床更换刀具的机械手对刀具的尺寸及重量也有所限制。若你购买的是主轴带内冷却通孔的机床,也请选择带内冷却通孔的刀具。安徽金刚石刀具加工