商机详情 -
通化哪里橡胶模具值得信任
模具的定位方式:圆柱面的定位,圆锥面与斜面定位,分型面定位,导柱导套定位,镶块与挡板定位,哈夫定位机定位,螺钉定位,胶料收缩率的概念,产生原因影响因素,概念:胶料收缩是指制品硫化后,从型腔内取出冷却至室温的尺寸与制品对应型腔尺寸之差同制品实际尺寸的百分比,产生原因:1温度变化引起的收缩2化学反应引起的收缩3分子链取向引起的收缩,影响因素:1含胶率和胶种2胶料硬度3硫化温度4半成品胶料重量5胶料加工工艺6制品形状大小。橡胶模具将根据不同的需求和要求进行定制。通化哪里橡胶模具值得信任

挤出或注塑成型是将混炼好的橡胶塑料通过挤出机或注塑机进行成型,制成所需的形状和尺寸。硫化是将成型好的橡胶塑料制品放入硫化炉中进行加热处理,使其产生交联反应,增加其强度和耐磨性。橡胶塑料具有许多优点,首先是其良好的物理性能。橡胶塑料具有良好的弹性和柔韧性,能够承受较大的变形而不破裂,具有良好的抗拉、抗压和抗撕裂性能。其次,橡胶塑料具有良好的耐磨性和耐腐蚀性,能够在恶劣的环境下长时间使用。此外,橡胶塑料还具有良好的绝缘性能和耐高温性能,适用于电气和高温环境下的应用。徐州哪里的橡胶模具比较好随着科技的进步,橡胶模具的制造将更加精确和高效。

压铸料腔中进胶流道的结构形式:1有底压铸料腔2无底或带有台阶的压铸料腔3带腔型的压铸料腔结构4有底加强压铸料腔结构.何谓工艺间隙:考虑到成型工艺简单和加料方便,半成品加料与加料室应保留一定间隙,称为工艺间隙.排气孔位置选择的原则:1排气孔开设在远离浇口的流动末端,即气体终聚集的地方2靠近嵌件或壁厚薄处3多数排气槽开设在模具分型面上4模具中的活动型芯,镶块,动配合面,其他配合间隙都可以用来排气,一般不必开设排气槽5对型腔死角,斜面定位配合面余料逃气槽。
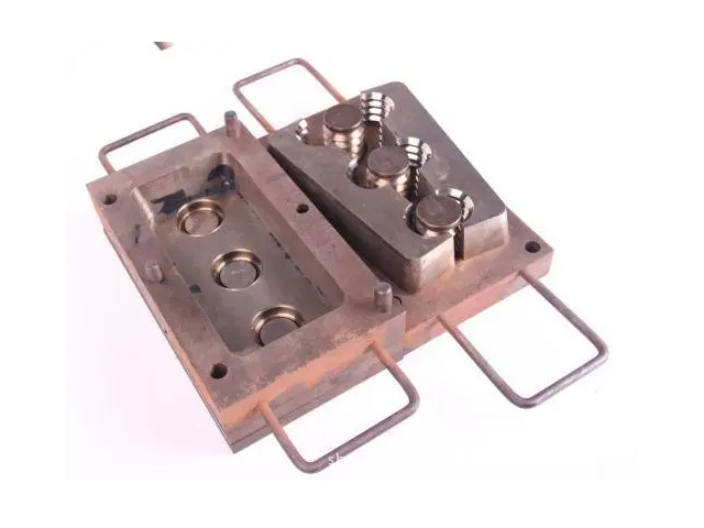
橡胶模具结构:余料槽(或称流胶槽)为保证填入型腔的胶料充满压实,胶料必须稍微过量,因此必须在型腔周围开置沟槽储存余胶,这种用来排除余料的沟槽称为余料槽,又称流胶槽。排气孔气体封在型腔内就会产生气泡、明疤、缺胶等缺陷,因此一定要使型腔排气流畅。一般情况下,气体可以从分型面的空隙中排出,但在某些情况下,往往有些部位不易排气,这就必须开置小孔以利排气。这些小孔称为排气孔,在图13-29中,包围在“O”型密封圈中的气体不易排出,因此可在中间开孔以排出气体和流出余胶,孔的直径为响1~3mm,当O型圈内径小于15mm时,中间不用钻孔。橡胶模具是一种常见的工业制造工具。
通常不用斜口,但对薄制品模具因其型腔较浅,启模不用很大力,多用斜口,用扁形撬凿插入斜撬口,模板即分开,如热水袋模、拖鞋带模的启模口都可用斜口。手柄橡胶压模,有固定式和移动式两种,固定式操作时不必将模具移出平板硫化机,一般采用机械操作。移动式普通压模多采用手工操作,硫化完毕后将模具搬出平板硫化机,因此当模具较大时,劳动强度很大,为了搬动方便,较重的模具(一般在6公斤以上)需要安装手柄,这样既方便又安全,但占用平板面积增加,所以较小模具不装手柄。橡胶模具可以用于制造各种形状和尺寸的零件和产品。通化哪里橡胶模具值得信任
橡胶模具的创新将推动整个行业的发展。通化哪里橡胶模具值得信任
压出工艺对机头与口型的要求:1)机头内腔呈流线型2)有足够的压缩比.橡胶挤出胀大的规律:1)硬度较低(邵A50-60度)的胶料,挤出时膨胀变形大,挤出尺寸不稳定。硬度较高(邵A70度以上)的胶料,压出后膨胀变形小,压出尺寸较稳定2)可塑性较好的胶料,压出后膨胀变形较小,压出尺寸较稳定3)硅橡胶与其他胶料不同,一般压出制品尺寸形状不膨胀,而稍有收缩。4)压出的型材膨胀与制品尺寸大小有关。在型材断面形状相同、材料相同并在通一工艺下压出时,它的膨胀率与型材尺寸大小成正比5)压出的型材膨胀与制品断面形状有关。一般圆断面的制品压出后因膨胀直径增大或减小,断面形状不变:而其它形状断面的制品,压出后因膨胀而变形。通化哪里橡胶模具值得信任
南京仁创模具科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的仪器仪表中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同南京仁创模具科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!