商机详情 -
无锡哪里的橡胶模具值得推荐
浇注系统的组成:主流道,分流道,内浇口冷料穴四部分组成.冷料穴的作用:作用是使浇注系统通过截面起过渡作用和转向作用,使胶料平稳转换,分流道截面大小,决定于满足良好的压力传递和合理的填充时间等。橡胶挤出成型的基本原理:是在压出机中对胶料加热和塑化,通过螺杆的转动,使胶料在螺杆和机筒桶壁之间受到强大的挤压力,不断的向前传递,然后在一定的压力作用下,通过橡胶压出成型模(口型模)而制的一定形状断面、连续的型材(半成品)。不同国家的企业将共同研发和生产橡胶模具。无锡哪里的橡胶模具值得推荐

压出工艺对机头与口型的要求:1)机头内腔呈流线型2)有足够的压缩比.橡胶挤出胀大的规律:1)硬度较低(邵A50-60度)的胶料,挤出时膨胀变形大,挤出尺寸不稳定。硬度较高(邵A70度以上)的胶料,压出后膨胀变形小,压出尺寸较稳定2)可塑性较好的胶料,压出后膨胀变形较小,压出尺寸较稳定3)硅橡胶与其他胶料不同,一般压出制品尺寸形状不膨胀,而稍有收缩。4)压出的型材膨胀与制品尺寸大小有关。在型材断面形状相同、材料相同并在通一工艺下压出时,它的膨胀率与型材尺寸大小成正比5)压出的型材膨胀与制品断面形状有关。一般圆断面的制品压出后因膨胀直径增大或减小,断面形状不变:而其它形状断面的制品,压出后因膨胀而变形。苏州有哪些橡胶模具好新材料和新工艺的应用使得橡胶模具更加耐用和精确。
飞边的概念,以及修除飞边的方法:减少或消除橡胶模压制品飞边的主要措施是合理设计模具结构和骨架封模尺寸,保证模具的制作精度,规范装模和启模操作。压铸成型基本原理:在普通模压法生产的橡胶制品模具上,增加压铸塞,加料室两个元件。其压铸料腔起装填胶料的作用,在压铸料腔底部与相连接的模板或模腔部位开置一定数量的压铸料流道口。压铸时,在平板硫化机的压力作用下,将力传递至压铸塞,再通过压铸塞传递给胶料促使其压缩,受热,受压的胶料快速挤入料道,充满模具型腔,通过硫化,定型,从而得到模压制品。
压出的型材膨胀与制品断面形状有关。一般圆断面的制品压出后因膨胀直径增大或减小,断面形状不变:而其它形状断面的制品,压出后因膨胀而变形。挤出胀大的影响因素:在一定剪切速率下,胶料挤出膨胀率B随口型(毛细管)长径比增大而减小,在恒定的口型长径比条件下,家里挤出膨胀率B随温度升高而降低,降低挤出速度,可以减少挤出膨胀率,胶料含胶率对B有较大的影响,增大填充剂用量能降低挤出膨胀率,病史挤出物表面光滑,软化剂(增塑剂)可以减小分子间作用力,缩短橡胶大分子松弛时间。橡胶模具的应用领域也将不断扩大。
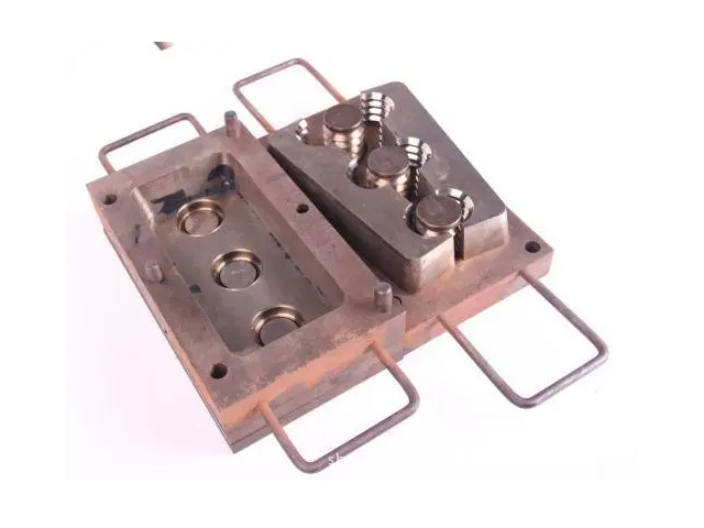
橡胶模具的概念:是指利用特定形状的型腔,成型具有一定形状和尺寸精度橡胶制品的工具。胶料收缩率的一般规律胶料压延方向和在模具中流动方向的收缩率大于垂直方向的收缩率,流动距离越长,收缩率越大模具型腔中装入半成品胶料越多,制品致密度越高,其收缩率就越小,多孔模腔的模具,中间模腔压出的制品收缩率比边沿模腔压出的制品收缩率要小,注射法成型的制品收缩率比一般模压法压制的制品收缩率略小,薄形制品的收缩率比厚制品收缩率大.%-.%,一般橡胶制品的收缩率随制品的内外径和截面的增大而减小。橡胶模具可以用于制造各种形状和尺寸的零件和产品。苏州哪些公司橡胶模具值得推荐
橡胶模具是一种常见的工业制造工具。无锡哪里的橡胶模具值得推荐
注射成型模具 它是将预加热成塑性状态的胶料经注射模的浇注系统注入模具中定型硫化。特点:结构复杂、适用于大型、厚壁、薄壁、形状复杂的制品。生产效率高、质量稳定、能实现自动化生产。挤出成型模具通过机头的成型模具制成各种截面形状的橡胶型材半成品,达到初步造型的目的,而后经过冷却定型输送到硫化罐内进行硫化或用作压模法所需要的预成型半成品胶料。特点:生产效率高、质量稳定、能实现自动化生产。启模口(又称撬口)启模口不要太深、不要大倒角,若是成对的启模口,则每对启模口应与 模板中心对称,并且应尽量靠近定位销。无锡哪里的橡胶模具值得推荐
南京仁创模具科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的仪器仪表中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同南京仁创模具科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!