商机详情 -
雨花台区注塑模具
热流道系统应用的不足之处⑴整体模具闭合高度加大,因加装热浇道板等,模具整体高度有所增加。⑵热辐射难以控制,热浇道比较大的毛病就是浇道的热量损耗,是一个需要解决的重大课题。⑶存在热膨胀,热胀冷缩是我们设计时要考虑的问题。⑷模具制造成本增加,热浇道系统标准配件价格较高,影响热浇道模具的普及。塑料模具抛光基本程序 要想获得高质量的抛光效果,**重要的是要具备有高质量的油石、砂纸和钻石研磨膏等抛光工具和辅助品。得到过很多相关的认证和奖项。雨花台区注塑模具

良好的热稳定性塑料注射模的零件形状往往比较复杂,淬火后难以加工,因此应尽量选用具有良好的热稳定性的材料。5)镜面加工性能型腔表面光滑,成型面要求抛光成镜面,表面粗糙度低于Ra0.4μm,以保证塑料压制件的外观并便于脱模。6)热处理性能在模具失效事故中,因热处理造成的事故一般是52.3%,以致热处理在整个模具制造过程中占有重要的地位,热处理工艺的好坏对模具质量有较大的影响。一般要求热处理变形小,淬火温度范围宽,过热敏感性小,特别是要有较大的淬硬性和淬透性等等。湖北注塑模具已成为熔体的材料进入主流道,经分流道,浇射入模腔内。
中国全年塑料模具产值达534亿元人民币左右?你相信吗?由于中国经济的高速发展对塑料模具工业的要求是越来越严格,因此为塑料模具工业的发展提供了巨大的动力。据准确数据统计,中国全年塑料模具产值达534亿元人民币,这是一个已经存在的事实。随着汽车制造业和IT制造业的飞速发展,国内模具工业取得了飞速发展,据了解,我国模具行业中塑料模具的占比可达30%,预计在未来模具市场中,塑料模具占模具总量的比例仍将逐步提高,且发展速度将快于其他模具。据悉,模具工业2000年以来以每年20%的速度飞速增长,拉动了模具档次的提高,精良的模具制造装备为模具技术水平的提升提供了保障。
注塑过程中压力包括塑化压力和注射压力两种,并直接影响塑料的塑化和制品质量。1、塑化压力:(背压)采用螺杆式注射机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为塑化压力,亦称背压。这种压力的大小是可以通过液压系统中的溢流阀来调整的。在注射中,塑化压力的大小是随螺杆的转速都不变,则增加塑化压力时即会提高熔体的温度,但会减小塑化的速度。此外,增加塑化压力常能使熔体的温度均匀,色料的混合均匀和排出熔体中的气体。一般操作中,塑化压力的决定应在保证制品质量优良的前提下越低越好,其具体数值是随所用的塑料的品种而异的,但通常很少超过20㎏/c㎡。公司有一套自己完善的生产方法。
包括压缩成型和压注成型两种结构模具类型。它们是主要用来成型热固性塑料的一类模具,其所对应的设备是压力成型机。压缩成型方法根据塑料特性,将模具加热至成型温度(一般在103°—108°),然后将计量好的压塑粉放入模具型腔和加料室,闭合模具,塑料在高热,高压作用下呈软化粘流,经一定时间后固化定型,成为所需制品形状。压注成型与压缩成型不同的是有单独的加料室,成型前模具先闭合,塑料在加料室内完成预热呈粘流态,在压力作用下调整挤入模具型腔,硬化成型。压铸件所采用的合金主要是有色合金。注塑模具
机械化的智能生产都是提高效率的关键。雨花台区注塑模具
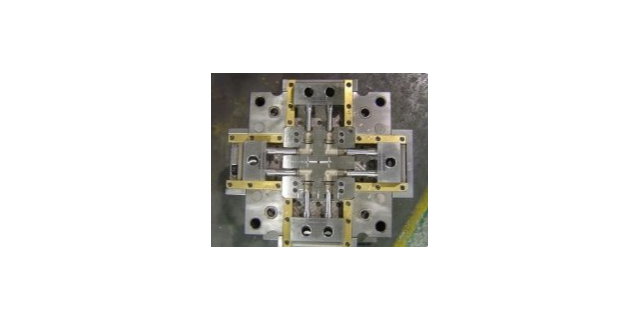
简称注模(图2)。它由浇注系统、成型零件和结构零件所组成。①浇注系统是指自注射机喷嘴到型腔的塑料流动通道;②成型零件是指构成模具型腔的零件,由阴模、阳膜组成;③结构零件,包括导向、脱膜、抽芯、分型等各种零件。模具分为定模和动模两大部分,分别固定于合模装置之定板和动板上,动模随动板移动而完成开闭动作。模具根据需要可加热或冷却。因加工物料而异。热塑性塑料的注射成型包括加料、塑化、注射、保压、冷却、脱模等过程。热固性塑料和橡胶的成型也包括同样过程,但料筒温度 较热塑性塑料的低,注射压力却较高,模具是加热的,物料注射完毕在模具中需经固化或硫化过程,然后趁热脱膜。雨花台区注塑模具
上海夕冉模具科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在上海市等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,上海夕冉模具科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!