商机详情 -
龙岗区制作共模电感检测
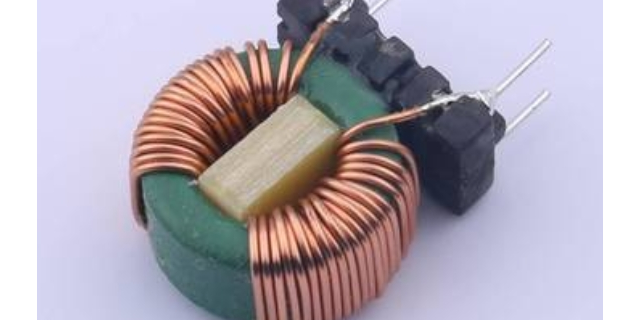
线圈是由导线一圈靠一圈地绕在绝缘管上,导线彼此互相绝缘,而绝缘管可以是空心的,也可以包含铁芯或磁粉芯。线圈的电感用L表示,单位有亨利(H)、毫亨利 (mH)、微亨利(μH),1H=10^3mH=10^6μH。电感线圈是利用电磁感应的原理进行工作的器件。当有电流流过一根导线时,就会在这根导线的周围产生一定的电磁场,而这个电磁场的导线本身又会对处在这个电磁场范围内的导线发生感应作用。对产生电磁场的导线本身发生的作用,叫做“自感“,即导线自己产生的变化电流产生变化磁场,这个磁场又进一步影响了导线中的电流;对处在这个电磁场范围的其他导线产生的作用,叫做“互感“。如果设计的共模滤波器要同时使差模噪声不超过允许范围,那么就应测量共模与差模的混合噪声。龙岗区制作共模电感检测
线圈的电感量相同时,其直流电阻越小,Q值越高;所用导线的直径越大,其Q值越大;若采用多股线绕制时,导线的股数越多,Q值越高;线圈骨架(或铁芯)所用材料的损耗越小,其Q值越高。例如,高硅硅钢片做铁芯时,其Q值较用普通硅钢片做铁芯时高;线圈分布电容和漏磁越小,其Q值越高。例如,蜂房式绕法的线圈,其Q值较平绕时为高,比乱绕时也高;线圈无屏蔽罩,安装位置周围无金属构件时,其Q值较高,相反,则Q值较低。屏蔽罩或金属构件离线圈越近,其Q值降低越严重;对有磁芯的的位置要适当安排合理;天线线圈与振荡线圈应相互垂直,这就避免了相互耦合的影响。龙岗区制作共模电感检测发热比较严重,也是根据我实测的:90V输入满载室温下,可以到快90度;
在实际工作中,一般不进行这种检测,进行线圈的通断检查和Q值的大小判断。 [1] 可先利用万用表电阻档测量线圈的直流电阻,再与原确定的阻值或标称阻值相比较,如果所测阻值比原确定阻值或标称阻值增大许多,甚至指针不动(阻值趋向无穷大X)可判断线圈断线;若所测阻值极小,则判定是严重短路或者局部短路是很难比较出来。这两种情况出现,可以判定此线圈是坏的,不能用。如果检测电阻与原确定的或标称阻值相差不大,可判定此线圈是好的。此种情况,我们就可以根据以下几种情况,去判断线圈的质量即Q值的大小。
当桥式整流器正向偏置时,在源阻抗、25和LISN共模阻抗之间会产生分压现象。当桥整流器反向偏置时,在源阻抗、整流桥反偏电容、LISN之间产生分压现象。当二极管整流桥反向偏置电容较小时,对共模滤除有一定效果。当整流桥正向偏置时则对共模滤除没有影响。由于产生了分压,固有降级因子的预期值为2左右。实际值的变化相当大,主要取决于源阻抗和二极管整流桥反向偏置电容的实际大小。在Flugan发明的一个电路中,正是应用这个原理来减小镇流器的传导发射的。5.用电流原理测量共模扼流圈饱和特性的方法如果测试人员相当谨慎,那么就可以采取类似MIL-STD-461中的测试装置来检测共模扼流圈的饱和特性。这个原理的应用如下:测试时采用两只电流探头,低频探头监测线电流,高频探头测量共模发射电流。线圈中的磁芯应与线圈绝缘,以防止在瞬时过电压作用下两者之间发生击穿;
在一些主板上,我们能看到共模电感,但是在大多数主板上,我们都会发现省略了该元件,甚至有的连位置也没有预留。这样的主板,合格吗?不可否认,共模电感对主板高速接口的共模干扰有很好的抑制作用,能有效避免EMI通过线缆形成电磁辐射影响其余外设的正常工作和我们的身体健康。但同时也需要指出,板卡的防EMI设计是一个相当庞大和系统化的工程,采用共模电感的设计只是其中的一个小部分。高速接口处有共模电感设计的板卡,不见得整体防EMI设计就所以,从共模滤波电路我们只能看到板卡设计的一个方面,这一点容易被大家忽略,犯下见木不见林的错误。用示波器来监测线电压。龙岗区制作共模电感检测
采用较大的螺旋管磁芯,也并非一定要这样的磁芯,可在共模扼流圈内并入有效的差模电感。龙岗区制作共模电感检测
电感是导线内通过交流电流时,在导线的内部及其周围产生交变磁通,导线的磁通量与生产此磁通的电流之比。当电感中通过直流电流时,其周围只呈现固定的磁力线,不随时间而变化;可是当在线圈中通过交流电流时,其周围将呈现出随时间而变化的磁力线。根据法拉弟电磁感应定律——磁生电来分析,变化的磁力线在线圈两端会产生感应电势,此感应电势相当于一个“新电源“。当形成闭合回路时,此感应电势就要产生感应电流。由楞次定律知道感应电流所产生的磁力线总量要力图阻止原来磁力线的变化的。龙岗区制作共模电感检测
爱普微科技(深圳)有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电工电气中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来爱普微科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!